株钻数控刀杆材质-济源数控刀杆-天津康特尔(查看)
第一枪帮您来“拼单”,更多低价等你来!株钻数控刀杆材质-济源数控刀杆-天津康特尔(查看)
- 名称天津市康特尔硬质合金工具商贸有限公司 【公司网站】
- 所在地中国
- 联系人 谢爱茹
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-12-13 04:04 至 长期有效
株钻数控刀杆材质-济源数控刀杆-天津康特尔(查看)产品详情
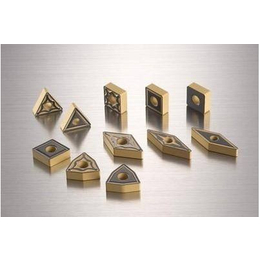
【天津康特尔向您推荐明星产品--数控刀杆】
康特尔硬质合金工具商贸:株洲钻石商、切削刀具、数控刀具、铣削刀具、孔加工刀具、工具系统、API石油螺纹刀片刀具、切断切槽刀具、整体硬质合金立铣刀、可转位浅孔钻、快速钻。

空刀过多,济源数控刀杆,空刀是指刀具在加工时没有切削到工件,当空刀过多时则浪费时间。产生空刀的原因多是加工方式选择不当、加工参数设置不当、已加工的部位所剩的余量不明确和大面积进行加工,其中选择大面积的范围进行加工****容易产生空刀。为避免产生过多的空刀,在编程前应详细分析加工模型,确定多个加工区域。编程总脉络是开粗用铣腔型刀路,半精加工或精加工平面用平面铣刀路,陡峭的区域用等高轮廓铣刀路,平缓区域用固定轴轮廓铣刀路。
半精加工时不能选择所有的曲面进行等高轮廓铣加工,否则将产生过多空刀。点评:避免空刀过多的方法就是把刀路细化,通过选择加工面或修剪边界的方式把大的加工区域分成若干个小的加工区域。
【天津康特尔向您推荐明星产品--数控刀杆】
康特尔硬质合金工具商贸:株洲钻石商、切削刀具、数控刀具、铣削刀具、孔加工刀具、工具系统、API石油螺纹刀片刀具、切断切槽刀具、整体硬质合金立铣刀、可转位浅孔钻、快速钻。
反走刀车削细长杆时应注意的问题 车削细长杆的方法很多,一般是利用跟刀架进行正走刀或反走刀车削。但反走刀车削与正走刀车削相比,有许多优点,大多被采用。 在车削中容易出现两种问题,一种是多棱形,这主要是刀具后角大,跟刀架爪部的R与工件所车出的直径不符所致;另一种就是竹节问题,它是由在架子口跟好跟刀架后,在对刀、走刀到切削表面时,由切削深度由****小到突然*,使切削力变化,工件产生向外让刀,直径突然变大,当跟刀架走上大直径时,车出的直径又变小了,如此循环,使加工出的工件为竹节形。

【天津康特尔向您推荐明星产品--数控刀杆】
康特尔硬质合金工具商贸:株洲钻石商、切削刀具、数控刀具、铣削刀具、孔加工刀具、工具系统、API石油螺纹刀片刀具、切断切槽刀具、整体硬质合金立铣刀、可转位浅孔钻、快速钻。
车工的技术是学不完的,****普通的车工不需要太高的技术。可以分为5类车工,这是目前社会上****常见的。1.普通机械车工 简单易学,数控刀杆厂商代理,找个车床加工部,比在学校学的要好。2.模具车工,尤其是塑料模具精密车工 对刀具要求严格,尺寸****。车出来光洁度要好,易抛光,达到镜面效果,需要有塑料模具基础,4爪很常用,一般都是几块模板加在一起车,塑料模具螺纹知识必须掌握!难度较高!3.刀具车工 加工铰刀、钻头、合金刀盘等刀具的刀干,这种车工是****简单,也是好干,****累人的。通常都是大批量生产,****常用的就是双顶的尖,株钻数控刀杆材质,车锥度,数控刀杆分类,和流模量,要作到****快****简单,把刀具磨损降低到****的低,因为这种车工加工的产品,硬度不比你的白钢的刀低多少!你的合金刀子磨的好坏,完全影响到你的成绩!

株钻数控刀杆材质-济源数控刀杆-天津康特尔(查看)由天津市康特尔硬质合金工具商贸有限公司提供。“数控刀片,数控刀杆,螺纹刀片,螺纹刀杆,合金铣刀,合金钻头”就选天津市康特尔硬质合金工具商贸有限公司(www.kteyzhj*),公司位于:天津市南开区北方五金城三区熙汇广场37-722#,多年来,天津康特尔坚持为客户提供好的服务,联系人:谢爱茹。欢迎广大新老客户来电,来函,亲临指导,洽谈业务。天津康特尔期待成为您的长期合作伙伴!