等离子-三虹重工-等离子切割机
第一枪帮您来“拼单”,更多低价等你来!等离子-三虹重工-等离子切割机

- 名称武汉三虹重工科技有限公司 【公司网站】
- 所在地中国
- 联系人 陈先生
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-12-03 11:56 至 长期有效
等离子-三虹重工-等离子切割机产品详情
离子气流量决定了等离子流力和熔透能力。等离子气的流量越大,熔透能力越大。但等离子气流量过大会使小孔直径过大而不能保证焊缝成形。因此,应根据喷嘴直径、等离子气的种类、焊接电流及焊接速度选择适当的离子气流量。利用熔人法焊接时,应适当降低等离子气流量,以减小等离子流力。
保护气体流量应根据焊接电流及等离子气流量来选择。在一定的离子气流量下,保护气体流量太大,会导致气流的紊乱,等离子切割机,影响电弧稳定性和保护效果。而保护气体流量太小,保护效果也不好,因此,保护气体流量应与等离子气流量保持适当的比例。
小孔型焊接保护气体流量一般在15~30L/min范围内。采用较小的等离子气流量焊接时,电弧的等离子流力减小,电弧的穿透能力降低,只能熔化工件,等离子,形不成小孔,焊缝成形过程与TIG焊相似。这种方法称为熔入型等离子弧焊接,适用于薄板、多层焊的盖面焊及角焊缝的焊接。







等离子弧是以钨****作为电****,等离子弧为热源的熔焊方法。焊接铝合金时,采用直流反接或交流。铝及铝合金交流等离子弧焊接多采用矩形波交流焊接电源,用*气作为等离子气和保护气体。对于纯铝、防锈铝,采用等离子弧焊,焊接性良好;硬铝的等离子弧焊接性尚可。
为了获得高质量的焊缝应注意以下几点。
a.焊前要加强对焊件、焊丝的清理,****氢溶人产生气孔,还应加强对焊缝和焊丝的保护。
b.交流等离子弧焊的许用等离子气流量较小,流量稍大,等离子弧的吹力过大,铝的液态金属被向上吹起,形成凸凹不平或不连续的凸峰状焊缝。为了加强钨****的冷却效果,可以适当加大喷嘴孔径或选用多孔型喷嘴。
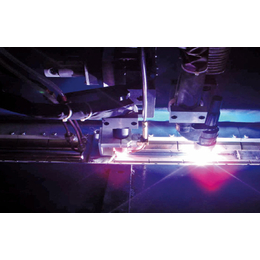
等离子弧切割是一种常用的金属和非金属材料切割工艺方法。它利用高速、高温和高能的等离子气流来加热和熔化被切割材料,并借助内部的或者外部的高速气流或水流将熔化材料排开直至等离子气流束穿透背面而形成割口。
等离子弧焊接和切割:
等离子弧的产生:
(1)等离子弧的概念:
自由电弧:未受到外界约束的电弧,如一般电弧焊产生的电弧。
等离子弧:受外部拘束条件的影响使孤柱受到压缩的电弧。
自由电弧弧区内的气体尚未完全电离,能量未高度集中,而等离子弧弧区内的气体完全电离,三虹等离子****焊接专机,能量高度集中,等离子焊接技术,能量密度很大,可达10~10W/cm2,电弧温度可高达24000~50000K(一般自由状态的钨*****弧焊温度为10000~20000K,能量密度在10W/cm2以下)能迅速熔化金属材料,可用来焊接和切割。

三虹重工(图)-三虹等离子****焊接专机-等离子由武汉三虹重工科技有限公司提供。武汉三虹重工科技有限公司(www.weld365.cn)位于武汉市江夏区大桥新区(107国道旁)中信联工业园东区2-1。在市场经济的浪潮中拼博和发展,目*虹重工在电焊设备与器材中拥有较高的*度,享有良好的声誉。三虹重工取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。三虹重工全体员工愿与各界有识之士共同发展,共创美好未来。同时本公司(www.bjxqhh*)还是****从事铝合金变****性*弧焊,变****性等离子弧焊,12mm变****性*弧焊的厂家,欢迎来电咨询。