华菱超硬CBN刀具-加工硬质合金刀具材料HLCBN
第一枪帮您来“拼单”,更多低价等你来!华菱超硬CBN刀具-加工硬质合金刀具材料HLCBN
- 名称郑州华菱超硬材料有限公司 【公司网站】
- 所在地中国
- 联系人 崔经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-11-21 21:58 至 长期有效
华菱超硬CBN刀具-加工硬质合金刀具材料HLCBN产品详情
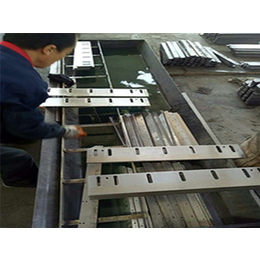
采用BNK30或HLCBN牌号立方氮化硼刀具加工硬质合金轧辊、辊环时,切削参数建议选择:切削速度Vc≤35m/min;吃刀深度ap≤0.8mm;进给量Fr=0.25-1mm/r(具体根据刀具形状和加工粗糙度选择,尽量取大值)。在加工硬质合金轧辊、辊环时,可能会对刀具进行钝化处理,所谓的钝化处理就是为了解决刃磨后的刀具刃口微观缺口的缺陷,使其锋值减少或消除,达到圆滑平整,既锋利坚固又*的目的。同时刀具刃口也不能太过锋利,用CBN刀具加工硬质合金钢,太过锋利会降低刀具的使用寿命,华菱超硬在刀具刃口的参数选择上有大量的经验,可帮助客户选择*的刀具刃口参数。
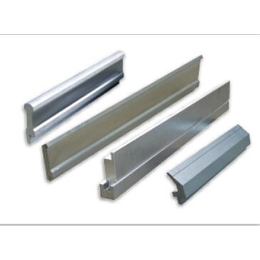
华菱超硬提供加工硬质合金的刀具产品及解决方案,如CBN刀具、立方氮化硼刀具、非标焊接车刀等多种切削刀具方案以及磨削方案,可“量体裁衣”根据加工情况具体推荐选择,凡购买华菱超硬刀具产品,质量三包,全程提供技术指导服务,欢迎致电华菱超硬咨询刀具。






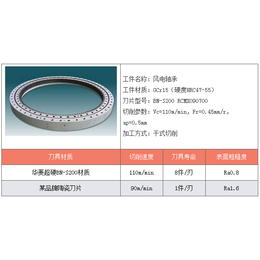
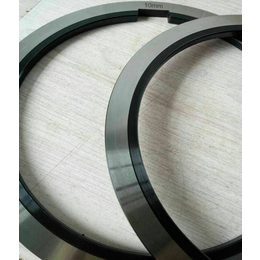
用什么刀具加工硬质合金?加工硬质合金材料或碳化钨材料时,切屑全呈粉末状,CBN刀具,无积屑瘤,已加工表面粗糙度容易达到1.6μm,但难以超越0.8μm。综述:经过试切研究,使用HLCBN或BNK30牌号CBN刀具加工硬质合金材料工件时,加工成本能大幅度降低,工效大幅度****;特别是工件加工余量大,或者有间断车削加工时,效果会更加明显。如果要求表面光洁度小于Ra0.8时,可以考虑粗加工用CBN刀具,然后精磨来****工效,或者采用CDW025牌号金刚石刀具进行仿形加工,降低加工成本。
华菱超硬提供加工硬质合金的刀具产品及解决方案,如CBN刀具、金刚石刀具、CVD金刚石车刀、非标焊接车刀等多种切削刀具方案以及磨削方案,可“量体裁衣”根据加工情况具体推荐选择,凡购买华菱超硬刀具产品,质量三包,全程提供技术指导服务,欢迎致电华菱超硬咨询刀具。

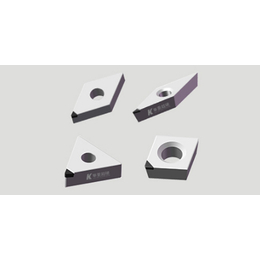
硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料,硬质合金具有硬度高、*、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和*性,即使在500℃的温度下也基本保持不变,如何选择刀具加工硬质合金材料,在1000℃时仍有很高的硬度。除了做刀具外,还可以作为各种*耐热件使用,其硬度大约HRC69-81,甚至更高。聚晶金刚石PCD材质的硬度远远高于硬质合金材料,CDW025牌号PCD刀片可以车加工碳化钨硬质合金,针对Colt;16%的碳化钨硬质合金,切削速度选15-40m/min,可大进给0.1-0.25mm/r切削加工;针对Cogt;16%的碳化钨硬质合金,加工硬质合金刀具材料HLCBN,切削速度选10-30m/min,小进给0.03-0.1mm/r切削加工。
华菱超硬提供加工硬质合金的刀具产品及解决方案,如PCD刀片、金刚石刀片、CVD金刚石车刀、CBN刀片、立方氮化硼刀片、非标焊接车刀等多种切削刀具方案以及磨削方案,可“量体裁衣”根据加工情况具体推荐选择,凡购买华菱超硬刀具产品,质量三包,全程提供技术指导服务,欢迎致电华菱超硬咨询刀具。