模具深孔加工,恒力兴钻深孔加工,模具深孔加工定做
第一枪帮您来“拼单”,更多低价等你来!模具深孔加工,恒力兴钻深孔加工,模具深孔加工定做
- 名称东莞市长安恒力兴模具机械加工厂 【公司网站】
- 所在地中国
- 联系人 郑.
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-11-13 11:40 至 长期有效
模具深孔加工,恒力兴钻深孔加工,模具深孔加工定做产品详情
东莞市长安恒力兴模具机械加工厂是一家集大型深孔钻加工和销售模具钢材于一体的生产厂家,孔类加工基本全能。共有大型深孔钻加工机台15台,配套设备深孔钻镗床,精密司筒机,揺臂钻,攻牙机,车床多台,行车大载重15吨。欢迎来电咨询!
我司引进全新七轴深孔钻加工
众所周知,枪钻是一种内冷外排屑系统,高压切削液通过中空的钻杆内部,到达钻头头部进行冷却润滑,并将切屑从钻杆外部的V型槽中排出。枪钻一般适用于∮30mm以下的小孔径加工,当孔径达到∮40mm以上时,模具深孔加工定做,已经完全超出枪钻的加工范围,七轴机融合了专攻大孔径的单管钻技术,作为枪钻加工的技术补充,两者结合可包揽大小孔径。 单管钻是属于一种外冷内排屑方式,和枪钻相反,模具深孔加工定做,切削液通过授油器从钻杆的外壁与工件之间的空隙进入,到达刀具头部进行冷却润滑,并将切屑由钻杆内部排出。主要适用于∮20mm以上的大孔径加工。






东莞市长安恒力兴模具机械加工厂是一家集大型深孔钻加工和销售模具钢材于一体的生产厂家,孔类加工基本全能。共有大型深孔钻加工机台15台,配套设备深孔钻镗床,精密司筒机,模具深孔加工,揺臂钻,攻牙机,车床多台,行车大载重15吨。欢迎来电咨询!
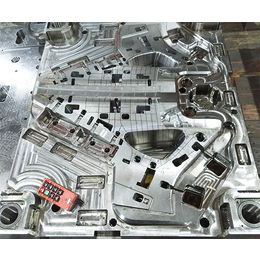
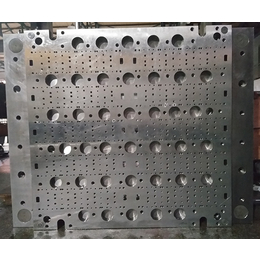
孔系加工模具上许多孔都要求保证孔距、孔边距、各孔轴线的平行度、与端面的垂直度及两个零件组装后孔的同轴度。这类孔系加工时一般先加工基准,然后划线加工各孔。
铰孔加工模具中常有一部分销钉孔、顶杆孔、芯子固定孔等需要在划线后或组装时加工,其加工精度一般为IT6~IT8级,粗糙度不低于Ra3.2μm。
需淬火孔铰孔时应留0.02~0.03的研磨量,热处理时孔要加以保护,待组装时再研磨。
不同材料组合铰孔不同材料的零件组合铰孔时,应从较硬的材料铰入淬硬件铰孔通过淬硬件的孔铰孔,首先应检查孔是否变形,应用标准硬质合金铰刀铰削,或用旧铰刀铰削,然后用铸铁研磨棒,研至所需尺寸铰不通孔铰不通孔时,铰孔深度应加深些,模具深孔加工定做,留出铰刀切削部分的长度,以保证有效直径的孔深;也可用标准铰刀铰孔,再用磨去切削部分的旧铰刀铰去孔的未铰出的底部机铰工件一次装夹后,连续进行钻、锪、铰,以保证孔的垂直度、平行度

东莞市长安恒力兴模具机械加工厂是一家集大型深孔钻加工和销售模具钢材于一体的生产厂家,孔类加工基本全能。共有大型深孔钻加工机台15台,配套设备深孔钻镗床,精密司筒机,揺臂钻,攻牙机,车床多台,行车大载重15吨。欢迎来电咨询!
深孔钻在普通车床上的运作情况。被加工部件由车床大拖板上的V形铁*并用螺栓压板夹紧。
排屑的工艺是钻孔时的导向套顶紧工件,既起导向作用,又有****高压冷却液泄漏,高压*的冷却液从特l制的钻头内孔进入,直达切削刃。
模具深孔加工,恒力兴钻深孔加工,模具深孔加工定做由东莞市长安恒力兴模具机械加工厂提供。模具深孔加工,恒力兴钻深孔加工,模具深孔加工定做是东莞市长安恒力兴模具机械加工厂(www.hlxskz*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:郑.。同时本公司(www.gdhlxskz*)还是****从事东莞深孔钻加工,东莞轴类深孔钻加工,东莞圆棒深孔钻加工的厂家,欢迎来电咨询。