低氮燃烧器低氮改造,低氮燃烧改造(图)
第一枪帮您来“拼单”,更多低价等你来!低氮燃烧器低氮改造,低氮燃烧改造(图)

- 名称北京三汇能环科技发展有限公司 【公司网站】
- 所在地中国
- 联系人 卢经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-10-26 00:27 至 长期有效
低氮燃烧器低氮改造,低氮燃烧改造(图)产品详情
低氮改造技术之水冷预混燃烧
水冷预混燃烧是一种比较有效降氮研发的超低氮燃烧技术,在贫燃预混的基础上,*地采用了“锅”与“炉”一体化制造技术,并且用锅炉热媒水冷却燃烧火焰,从而降低了火焰燃烧温度,大大降低了NOX的合成。产品既具备全预混均衡燃烧的特点,又*改进了贫燃燃烧筒易堵塞、高空气过剩系数的缺陷,*实现了*、低排放。
水冷预混燃烧式属于超低氮燃烧技术了,此种低氮改造技术比较适用于新建的锅炉,氮氧化物排放可降低至15mg/m3或者更低。

低氮改造技术欢迎致电北京三汇能环,****专注一定会让您满意!





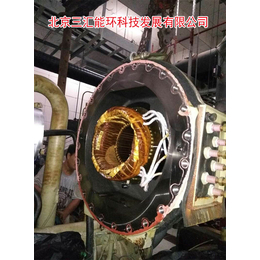
低氮燃烧器改造
北京三汇能环科技发展有限公司始创于2002年,2007年根据企业发展需要更名北京三汇能环科技发展有限公司(简称三汇)。现有办公、维修场地5000平,是一家****从事*空调的销售、安装调试、维护*、大修改造、运行管理、机房托管等系列服务;
低氮改造低氮改造

低氮燃烧器改造
1、如果前期不进行锅炉房现场勘探,后期施工会遇到设备进场难、费用预估不准确、施工难度*等情况。
2、必须要详细了解锅炉炉膛内部结构及尺寸,以便于准确选择合适的燃烧器,避免设备安装后检测不达标情况的发生。
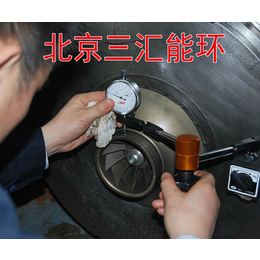
3、需要****测量燃烧器的安装尺寸,以保证燃烧器与锅炉的****结合。
4、一定要选择资质齐全、后期服务到位的公司;否则售后服务得不到保障。

想要了解更多,赶快拨打图片上的电话吧!!!
低氮改造验收标准
1严格按照图纸及技术要求施工。
2在燃烧器运输和吊装时必须使用厂家焊接的吊点,严禁使用钢丝绳直接绑扎燃烧器的壳体。
3风门挡板开度及喷嘴摆动角度指示必须调整到指示与实际位置一致。
4燃烧器连接体处与燃烧器的焊接密封钢要严格区分材质焊接。
5燃烧器安装完毕,进行喷嘴实际角度调整的同时,检查一次风喷管是否在风室的中心位置。
6水冷壁的对口焊接前应将焊口表面及附近母材内外壁每侧至少10-15mm范围内的油漆、污垢、铁锈等清理干净,直至发出金属光泽。并检查坡口母材无裂纹、坡口损伤等缺陷,确认合格后方可施焊。
7检查对口装配尺寸,管口一般应做到内壁齐平,如有错口,间隙应保证径向错口不应超过壁厚的10%且不应大于1mm,轴向间隙应严格控制在1—3mm范围,严禁*对口。
8焊接施工前所涉及到的钢材焊接工艺评定应覆盖水冷壁钢种及规格,满足被焊工件的适用范围。
9焊条焊丝必须有*书,焊条使用前应按质保书要求烘干(300-350℃)用保温筒领装,焊丝使用前用砂纸打磨干净。
10 Ar弧焊用的钨电****应修成圆锥形。焊前应试验Ar气的纯度和流量,如有问题及时上报,同时还应检查Ar弧焊管是否漏气。
11点焊固定工艺与正式施焊工艺相同,点焊固定不少于3点,点焊厚度、长度达到要求,点焊后应仔细检查焊点质量,如发现有焊接缺陷,应立即清理,真空锅炉低氮改造,重新点焊。
12检查所使用的电焊机运转是否正常,接线是否可靠。
13焊接场所应做好挡风措施,Ar弧焊风速不大于2m/s,手工电弧焊风速不大于8m/s。

低氮燃烧器低氮改造,低氮燃烧改造(图)由北京三汇能环科技发展有限公司提供。北京三汇能环科技发展有限公司(www.sanhuinh*)坚持“以人为本”的企业理念,拥有一支****的员工队伍,力求提供好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。三汇能环——您可信赖的朋友,公司地址:北京市丰台区南木樨园18号,联系人:卢经理。