求购冶金回转窑、湖北求购冶金回转窑、黑龙江求购冶金回转窑
第一枪帮您来“拼单”,更多低价等你来!求购冶金回转窑、湖北求购冶金回转窑、黑龙江求购冶金回转窑
- 名称郑州鑫兆铝灰铝渣回收公司 【公司网站】
- 所在地中国
- 联系人 曹玉峰
- 价格 面议 点此议价
- 采购量 不限制
- 发布日期 2018-10-31 01:57 至 长期有效
求购冶金回转窑、湖北求购冶金回转窑、黑龙江求购冶金回转窑产品详情
1、托轮瓦座球体磨损
回转窑在运行过程中,因为轴瓦断裂造成瓦座球体磨损,问题发生后,传统方法不能现场有效*,更换新备件不仅需要高额的费用,而且需要长时间停机等待备件,将给企业造成重大损失。高分子复合材料具有的粘着力,优异的*压强度等综合性能,可免机加工现场快速*瓦座球体磨损。既无补焊热应力影响,*厚度也不受限制,同时产品所具有的金属材料不具备的退让性,吸收设备的冲击震动,并且可使配合面100%接触,避免了再次出现磨损的可能。
2、托轮瓦座及其球体裂纹
回转窑托轮瓦座球体或托轮瓦座因为意外冻裂,因为是铸铁材质,传统方法同样不能*。高分子复合材料具有的粘着力,优异的综合机械性能,以及良好的耐受水、油及化学介质的能力。*回转窑托轮瓦座球体,为企业节省大量的停机时间,创造巨大的经济价值;避免了报废更换,使企业内部的维修资源得到优化。
3、回转窑窑尾吐灰
锚固件选择错误,造成窑尾烟室斜坡的浇注料平面比设计高。在增加喂料量时,下料管容易被堵死,加上下料室板浇注尺寸错误,造成回转窑内通风受阻,导致结后窑圈严重,窑尾频繁吐料。及时对预热器、翻板阀、管道和检查门等部位进行堵漏处理,减少漏风对窑运行的影响,确保温度和压力恢复到正常操作状态。拆除窑尾烟室斜坡和下料室板的浇注料和锚固件,按照设计要求,重新焊接锚固件和浇注浇注料。
4、回转窑放炮
点火时回转窑内温度较低,加煤燃烧不好,当煤粉落到一定程度时,燃烧激烈,发生放炮现象。****的方法为尽量****点火温度,减少用煤量,缩短点火时间。点火前窑内煤粉过多,点火后容易出现放炮。****的方法是在点火前尽量减少或不向窑内通热风,减少煤粉的沉落,如需放热风,可开排风机,低速旋转回转窑,将煤粉排到窑外。

5、回转窑托轮轴瓦温升
回转窑托轮轴瓦温升属于突发事件,因此要做好及时的安排,只有这样才不会错过时期。对于处理托轮轴瓦温升的*工器具,也应该单独放置。由于循环水不畅、量少或内部循环水管渗水同时瓦口间隙小是引起的轴瓦温升的****常见原因。同时由于轮带垫板、挡板磨损过大,使轮带运行不稳定也是造成托轮轴瓦温升的原因。面对托轮轴瓦温升采取以下应对措施:循环水外排,加大冷却水量,同时对各挡轮带与托轮接触面加强润滑,加注新润滑油;如果整个托轮温度较高,可向托轮下面的水槽内加水降温;如果轴肩或止推圈处温度高,可改变液压挡轮运行状态。
6、回转窑结圈
结圈分为前结圈和熟料圈。 前结圈,是结在回转窑烧成带末端部位的圈,而熟料圈,是结在窑内烧成带与放热反应带之间的圈,也水泥回转窑内危害的结圈。在熟料进入冷却带时,带有液相的高温熟料覆盖在温度较低的末端窑皮上,就会很快粘结、越粘越厚,形成前结圈。而熟料圈则是在熟料煅烧过程中,温度范围内出现的液相量偏多,从而形成熟料圈。当圈位距下料口较远时可不关排风、不减少喂料量,只要拉出喷煤管就可以烧掉。当窑内窑皮长得长而厚或有轻度圈根时,将喷煤管偏外拉出,移动燃烧带位置,求购冶金回转窑,降低结圈部位温度,改变煤灰沉落位置,使厚长的窑皮逐渐垮落。
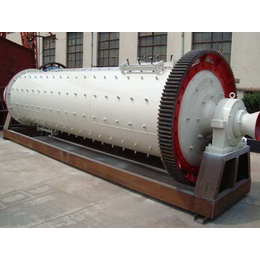
陶粒砂回转窑的介绍
产品优势:
1、 运转轻快,摩擦阻力小 理论上滑动轴承摩擦因数为 0.1~0.15(钢对青铜),滚动轴承的摩擦因数为0.04(双列向心球滚子轴承),两者之比在25~37之间,所以运转轻快,摩擦阻力小,故节电也是 必然的。由于滚动摩擦,陶粒砂回转窑的启动矩相对减小。
2、 运转平稳,维护工作量少。滚动轴承的制造精度高,陶粒砂回转窑的运转 较用滑动轴承平稳得多。同时由于设计时考虑了足够了足够的寿命系数,一般情况下维护工作****少,故障也比滑动轴承少得多。
3、 耐高温,性能好只要采用适当的润滑脂(例如通用锂基脂),拖轮轴承可在180摄氏度以下安全运转,较之滑动轴承的65摄氏度****了许多。自动调位拖轮是在陶粒砂回转窑一侧的一对拖轮下设置弹簧偏摆架。

产品介绍:
陶粒砂回转窑内热式回转窑中温(950℃~1050℃)煅烧超细高岭土工艺技术,成熟、国内****,代表着超细高岭土煅烧技术的发展方向.这种煅烧技术能耗低、产量高,青海求购冶金回转窑,产品经脱水、脱碳增白,性能稳定,可用于造纸及涂料等工业领域。
工作原理:
陶粒砂回转窑内热式回转窑中温(950℃~1050℃)煅烧超细高岭土工艺技术,成熟、国内****,代表着超细高岭土煅烧技术的发展方向.这种煅烧技术能耗低、产量高,产品经脱水、脱碳增白,性能稳定,可用于造纸及涂料等工业领域。
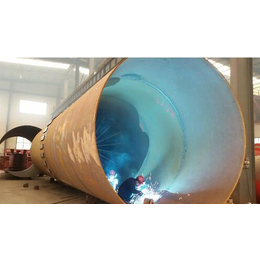
1、焊丝的中心应与回转窑筒体焊接端面相平行,且与端面的垂直中心线错开30-40mm,错开的方向是迎着旋转方向向前错开。
2、采用试块焊接中成功的焊接工艺。
3、焊接应当在回转窑的一端开始,广西求购冶金回转窑,依次向另一端焊接,中间不得隔焊口焊接。
4、每层的起弧位置不允许重叠,应错开1m以上。
5、在焊接时除一、二层焊丝要对准焊缝中心外,自第三层起,焊丝要偏移,湖北求购冶金回转窑,对准*层焊接的边缘为宜。
6、在焊接过程中,接头处应重叠70-80mm,在焊缝起弧处如有明显凸起,应在接头交接前铲去。
7、焊接时,必须把上层缝的药皮、飞溅物等*清除,方能进行下一层的焊接。
8、在施焊过程中,发现烧穿应当立马即停止焊接,把烧穿部分清除补焊后再继续焊接。
9、应每当焊完一道口,转入下一条口焊接时,应当增加一次线的长度,减少二次线的长度为宜。
10、使用自动焊焊筒体内环峰时,要在回转窑内设置自动焊机小车轨道,焊接时把窑的转速和自动焊小车行走速度调整一致即可。


该公司其他产品





江湖通产品
-
 工艺饰品机械回收_首饰厂机械回收_金属成型机械回收
¥100000.0元/台
工艺饰品机械回收_首饰厂机械回收_金属成型机械回收
¥100000.0元/台