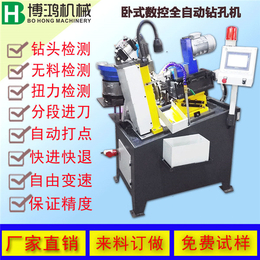
博鸿自动化机械(图)|数控钻孔机|钻孔机
第一枪帮您来“拼单”,更多低价等你来!博鸿自动化机械(图)|数控钻孔机|钻孔机

- 名称佛山市博鸿自动化机械有限公司 【公司网站】
- 所在地中国
- 联系人 蒋团星
- 价格 面议 点此议价
- 采购量 不限制
- 发布日期 2018-07-27 05:48 至 长期有效
博鸿自动化机械(图)|数控钻孔机|钻孔机产品详情
自动钻孔机包括导向部分和切削部分,导向部分有两条狭长、螺纹形状的刃带(棱边亦即副切削刃)和螺旋槽。棱边的作用是引导钻头和修光孔壁;两条对称螺旋槽的作用是排除切屑和输送切削液(冷却液)。切削部分结构见挂图与实物,它有两条主切屑刃和一条柄刃。两条主切屑刃之间通常为118°±2°,称为顶角。横刃的存在使锉削是轴向力增加。

用一台钻床钻孔,自动钻孔机具体的操作步骤具有严格的要求包括准确划线、划检验方格或检验圆、打样冲、装夹、试钻、试钻、钻孔。准确划线钻孔前,首先应熟悉图样要求,加工好工件的基准;一般基准的平面度≤0.04mm,相邻基准的垂直度≤0.04mm。按钻孔的位置尺寸要求,使用高度尺划出孔位置的十字中心线,要求线条清晰准确;线条越细,精度越高。由于划线的线条总有一定的宽度,工作前要对钻床和工、夹具进行*检查,检查是否有钻*或斜铁插在主轴上。确认无误方可开机操作。

操作自动钻孔机床时禁止戴手套、围巾,袖口必须扎紧,女生必须戴安全帽。要选好转速、进给速度,调整好行程限位块。手动进刀时,逐渐增加压力或逐渐减小压力,以免用力过猛造成事故。钻头上缠有长铁屑时,要停车清理,严禁用手拉、口吹,应使用刷子或铁钩清除。精绞深孔、拔锥棒时,不可用力过猛,数控钻孔机,以免手撞在刀具上。6、在主轴旋转时,不准翻转、装拆工件、检验工件和变换主轴转速;手不准触摸旋转的刀具。7、工作台上不准堆放物件。

操作者的头部不准与旋转的主轴靠得太近,自动钻孔机停机要让主轴自然停止,不可用手刹住,也不能用反转制动。钻通孔时,要使钻头能通过工作台面上的让刀孔,或在工件下面垫上垫铁,以免损伤工作台表面





加工端面两个中心孔的要求,钻孔机,全自动钻孔机加工孔的主要技术要求, 加工2个Ф4以下中心孔, 孔的位置度公差为Φ0.1mm,与产品外径同心,工件材料为A3,HB170~241 要求生产纲领为(考虑废品及备品率)年产量6万件,单班制生产,工艺分析 加工该孔时,孔的位置度公差为0.1mm 根据中心钻孔机用的工艺方法及能达到的经济精度,可采用如下的加工方案。
一次性加工中心孔,孔径为Φ4以下(根据产品外径而定),全自动钻孔机基准及夹紧点的选择 产品为圆钢类工件, 在保证加工精度的情况下,****生产效率减轻工人劳动量,小孔钻孔机,而工件也是大批量生产,由于夹具在本设计中没有考虑,因此在设计时就认为是人工夹紧。采用三爪卡盘即可很好实现装夹。由于产品比较长可以采用前后两组中孔油压卡盘实现装夹。 确定全自动钻孔机中心钻孔机的配置形式和结构方案,被加工零件的加工精度 被加工零件需要在深孔钻床上完成的加工工序及应保证的加工精度,是制造机床方案的主要依据。

圆钢打中心孔机的精度要求不高,可采用全自动钻孔机组合机床,工件各孔间的位置精度为0.1mm,它的位置精度要求不是很高,但是由于工件长度变化大,采用自动进给实现不同深度的中心孔加工,采用伺服丝杆进给系统(2)零件的生产批量 零件的生产批量是决定采用单工位、多工位、自动线或按中小批量生产特点设计深孔钻床的重要因素。为了减少加工时间,采用自用夹紧中空卡盘,加工时,数控钻孔机,松开卡盘,将工件插进中空大孔,很容易就可以夹紧,配合*的自动上下料更是可以大大提供生产效率。此外,产品长度较大,采用前后两组卡盘装夹,*组固定,后一组手动丝杠带动进给。
博鸿自动化机械(图)|数控钻孔机|钻孔机由佛山市博鸿自动化机械有限公司提供。博鸿自动化机械(图)|数控钻孔机|钻孔机是佛山市博鸿自动化机械有限公司(www.fssbh*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:蒋团星。