丝锥,浦鸿机械,丝锥厂家
第一枪帮您来“拼单”,更多低价等你来!丝锥,浦鸿机械,丝锥厂家

- 名称扬州浦鸿机械有限公司 【公司网站】
- 所在地中国
- 联系人 赵岭
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-07-26 23:08 至 长期有效
丝锥,浦鸿机械,丝锥厂家产品详情
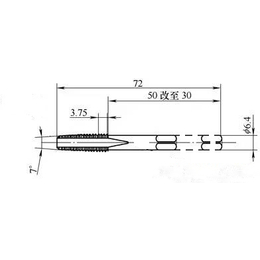
螺旋槽丝锥几何参数
螺旋角
螺旋角由加工材料和硬度来确定,加工铭相钢螺旋角采用35°~40°,加工调质硬度多300HB的40Cr料采用300螺旋角[4] 。
容屑槽
为*丝锥排屑空间,螺旋槽丝锥的锥心直径d=0. 4d,式中d为丝锥直径。丝锥刃背宽度m=(0. 36~0.4)d,同时应强调螺旋槽整个槽形应呈圆弧光滑连接,前刃面圆弧半径应足够大,槽底圆弧半径要选得适中,因为槽底圆弧半径是影响切削成形和排屑要素,圆弧半径太大就会*卷屑曲率,引起排屑困难,圆弧半径过小将*切屑的附加变形,使切削力*。
前角
前角应按工件材料而定,螺旋槽丝锥实际工作前角将*,前角过大影响刃口强度,因此螺旋槽丝锥前角一般取4°~8°。
后角
为减少切削时摩擦力,丝锥工作部分齿形应进行铲磨,铲磨量为0. 02~0. 03mm,同时为了增加丝锥切削强度和切削稳定性,切削后角应尽量小,一般取3°~5°。

螺旋槽丝锥容屑槽是螺旋状的,根据旋向的不同分为左旋和右旋。左旋螺旋槽丝锥攻丝时切屑向下排,适合于通孔;右旋螺旋槽丝锥攻丝时切屑向上排出,适合于盲孔。
特点:
1可攻丝至盲孔的****下部
2切削不会残留
3吃入底孔容易
4有良好的切削性
螺旋槽丝锥是****常用的一种,根据不同的工况采用不同的螺旋角度,常见的是右旋15°和42°。一般来说螺旋角越大,排屑性能越好。适用于盲孔加工。通孔加工时不选用。
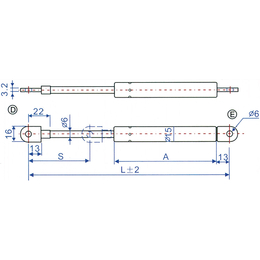
浦鸿机械****生产销售气l弹簧,丝锥等机械产品,螺旋槽丝锥,欢迎广大用户来电咨询!

丝锥攻丝时应注意的事项
(1)工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。
(2)工件夹位置要正确,丝锥厂家,尽量使螺纹孔中心线置于水平或竖直位置,使攻丝容易判断丝锥轴线是否垂直于工件的平面。
(3)在攻丝开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。
(4)攻丝时,每扳转绞手1/2-1圈,丝锥,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。

丝锥,浦鸿机械,丝锥厂家由扬州浦鸿机械有限公司提供。扬州浦鸿机械有限公司(www.ph-jx*)拥有很好的服务和产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!