塑模零件报价,塑模零件, 七斗星精密模具零件(查看)
第一枪帮您来“拼单”,更多低价等你来!塑模零件报价,塑模零件, 七斗星精密模具零件(查看)

- 名称东莞市七斗星精密模具有限公司 【公司网站】
- 所在地中国
- 联系人 习先生
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-07-23 06:49 至 长期有效
塑模零件报价,塑模零件, 七斗星精密模具零件(查看)产品详情
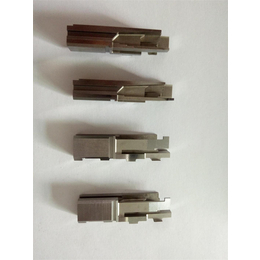
东莞市七斗星精密模具有限公司。位于广东省长安模具名镇,是一家****产精密模具零件,广泛用于精密模具连接器,航空精密模具,汽车精密模具,手机精密模具,医l疗精密模具零件,LED精密模具零件等,所用的模具钢材:日立模具钢材,一胜百模具钢材,瑞典模具钢材,公司拥有一批****从事,日本和欧美的高技术人才和管理人才,和****的设备。精度控制在0.001MM.严格要求精益求精的理念,和技术提升,塑模零件价格,便模具零件达到****至,哪家的塑模零件好,品质,交期严守观念。

塑胶模具设计要注意的问题有:
1、进胶口应开设在产品肉厚部分,保证充模顺利和完全;
2、尽量开设在不影响产品外观和功能处,可在边缘或底部处;
3、在浇口附近之冷料穴,尽端常设置拉料杆,以利于浇道脱模;
4、大型或扁平产品,建议采用多点进浇,可****产品翘曲变形和缺料;
5、其位置应选在使塑料充模流程****短处,塑模零件报价,以减少压力损失,有利于模具排气;
6、在细长型芯附近避免开设浇口,以免料流直接冲击型芯,产生变形错位或弯曲;
7、浇口尺寸由产品大小,几何形状,结构和塑料种类决定,可先取小尺寸再根据试模状况进行修正;
8、可通过模流分析或经验,判断产品因浇口位置而产生之结合线处,是否影响产品外观和功能,可加设冷料穴加以解决;
9、一模多穴时,相同的产品采用对称进浇方式,对于不同产品在同一模具中成型时,优先将****l大产品放在靠近主流道的位置。







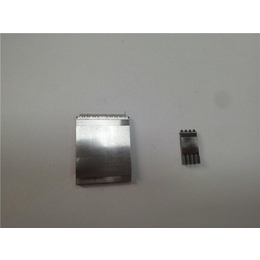
东莞市七斗星精密模具有限公司。位于广东省长安模具名镇,是一家****产精密模具零件,广泛用于精密模具连接器,航空精密模具,汽车精密模具,手机精密模具,塑模零件,医l疗精密模具零件,LED精密模具零件等,所用的模具钢材:日立模具钢材,一胜百模具钢材,瑞典模具钢材,公司拥有一批****从事,日本和欧美的高技术人才和管理人才,和****的设备。精度控制在0.001MM.严格要求精益求精的理念,和技术提升,便模具零件达到****至,品质,交期严守观念。

如何减少塑胶制品模具加工中的缺陷?
1、****磨削时的冷却条件,如采用浸油砂轮或内冷却砂轮等措施。将切削液引入砂轮的中心,切削液可直接进入磨削区,发挥有效的冷却作用,****工件表面烧l伤。合理使用冷却润滑液,发挥冷却、洗涤、润滑的三大作用,保持冷却润滑清洁,从而控制磨削热在允许范围内,以****工件热变形。
2、将热处理后的淬火应力降低到****l低限度,因为淬火应力、网状碳化*在磨削力的作用下,*产生相变****易使工件产生裂纹。对于*模具为了消除磨削的残余应力,在磨削后应进行低温时效处理以****韧性。
3、消除磨削应力也可将模具在260~315℃盐浴中浸1.5min,然后在30℃油中冷却,这样硬度可下降1HRC,残留应力降低40%~65%。
4、对于尺寸公差在0.01mm以内的精密模具的精密磨削要注意环境温度的影响,要求恒温磨削。由计算可知,300mm长的钢件,温差3℃时,材料有10.8μm左右的变化,(10.8=1.2×3×3,每100mm变形量 1.2μm/℃),各精加工工序都需充分考虑这一因素的影响。
5、采用电解磨削加工,****塑胶模具制造精度和表面质量。电解磨削时,砂轮刮除氧化膜:而不是磨削金属,因而磨削力小,磨削热也小,不会产生磨削毛刺、裂纹、烧l伤等现象,一般表面粗糙度可优于Ra0.16μm;另外,砂轮的磨损置小,如磨削硬质合金,碳化硅砂轮的磨损量大约为磨削掉的硬质合金重量的 400%~600%,用电解磨削时,砂轮的磨损量只有硬质合金磨除量的50%~100%。
塑模零件报价,塑模零件, 七斗星精密模具零件(查看)由东莞市七斗星精密模具有限公司提供。塑模零件报价,塑模零件, 七斗星精密模具零件(查看)是东莞市七斗星精密模具有限公司(www.qdxmj*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:习先生。