德国HARTNER挤压丝锥、挤压丝锥、深圳西秀(查看)
第一枪帮您来“拼单”,更多低价等你来!德国HARTNER挤压丝锥、挤压丝锥、深圳西秀(查看)
- 名称深圳市西秀工贸有限公司 【公司网站】
- 所在地中国
- 联系人 王小姐
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-07-09 23:52 至 长期有效
德国HARTNER挤压丝锥、挤压丝锥、深圳西秀(查看)产品详情
与切削丝锥相比,挤压丝锥优点有:
螺纹挤压成形比传统的螺纹切削要快
刀具寿命更长
一种类型的挤压丝锥可以加工多种不同的材料,并且通孔和盲孔都能加工
挤压丝锥的结构更为稳固,故丝锥断裂的风险更低
加工的螺纹可确保得到正确的公差
不产生切屑
与切削加工得到的螺纹相比,挤压加工得到螺纹强度(剥离强度)更高(可高出100%)
与切削攻丝相比,挤压攻丝得到的螺纹可有更低的表面粗糙度

2.切削参数
由于钛金属零件难于加工,因此需要对切削参数和刀具几何尺寸做充分考虑。
切削速度
由于钛合金具有大的弹性和变形率,因此需要采有相对较小的切削速度。在加工钛合金零件的小孔时,推荐采用的圆周切削速度为10~14英寸/分。我们不推荐采用更小的速度,因为那样会导致工件的冷作硬化。另外,也需注意刀具*损而导致切削热。
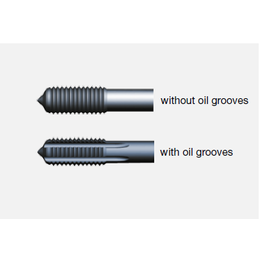
容屑槽
在深孔攻丝时,需减少丝锥槽数,使每个槽的容屑空间*。这样,当丝锥退刀时,可以带走更多的铁屑,减小由于铁屑堵塞而造成刀具*损的机会。但另一方面,德国HARTNER挤压丝锥,丝锥容屑槽的加大使得芯部直径减小,因此,丝锥强度受到影响。所以这也会影响切削速度。另外,螺旋槽丝锥比直槽丝锥更易排屑。
前角和后角
小前角可****切削刃强度,从而增加刀具寿命;而大前角有利于切削长切屑的金属。因此在对钛合金加工时,需综合考虑这两个方面的因素,选用合适的前角。
大后角可以减小刀具和切屑之间的摩擦。因此有时要求丝锥后角为40°。在加工钛金属时,不锈钢铝合金加工挤压丝锥,在丝锥上磨出大的后角,有利于排屑。另外,全磨制丝锥和刃背铲磨的丝锥也有利于攻丝。
冷却液
当加工特殊材料时,挤压丝锥,必须保证切削液到达切削刃。为改进冷却液的流量,推荐在丝锥的刃背上开冷却槽。如果直径足够大的话,可考虑采用内冷却丝锥。

德国HARTNER挤压丝锥、挤压丝锥、深圳西秀(查看)由深圳市西秀工贸有限公司提供。行路致远,砥砺前行。深圳市西秀工贸有限公司(www.xixiutool*)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为刀具、夹具较具影响力的企业,与您一起飞跃,共同成功!