外圆磨床_外圆磨床供应商_凯硕恒盛(推荐商家)
第一枪帮您来“拼单”,更多低价等你来!外圆磨床_外圆磨床供应商_凯硕恒盛(推荐商家)
- 名称北京凯硕恒盛科技有限公司 【公司网站】
- 所在地中国
- 联系人 王工
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-07-14 23:25 至 长期有效
外圆磨床_外圆磨床供应商_凯硕恒盛(推荐商家)产品详情
数控外圆磨床适当检修,****精度
北京凯硕恒盛科技有限公司主营项目:双面研磨机,内圆磨,外圆磨,减薄机,轴承磨加设备,汽车零部件磨床,砂轮,刀具等。

数控外圆磨床由于等高磨粒微刃的大量存在,在磨削用量适当的前提下,可在加工表面留下大量****微细的切削痕迹,从而获得很低的表面粗糙度值。由于在无火花光磨阶段存在明显的摩擦、滑挤、抛光和压光作用,故可使表面粗糙度值进一步降低,必须做到下面几点:
1) 床身导轨的检测与修刮
床身V形导轨经检修后应达到以下精度要求:垂直平面内不直度≤0.01mm/m;水平面内不直度≤0.01mm/m;对滑鞍座导轨的不垂直度≤0.02mm/250m;接触点要求12~14点/25mm×25mm。
床身平面导轨经检修后应达到以下精度要求:对V形导轨的不平行度≤0.02mm/m;垂直平面内不直度≤0.01mm/m;接触点要求12~14点/25mm×25mm。
2) 滑鞍座导轨的检测与修刮外
滑鞍座V形导轨经检修后应达到以下精度要求:垂直平面内不直度在全部长度上≤0.01mm;接触点要求10~12点/25mm×25mm。
滑鞍座平面导轨经检修后应达到以下精度要求:对V形导轨的不平行度≤0.02mm/m;接触点要求10~12点/25mm×25mm。

3) 砂轮主轴与轴瓦间的间隙调整
在砂轮主轴轴颈上涂色,与轴瓦转研,刮研轴瓦表面,使接触点要求达到12~14点/25mm×25mm,然后进行安装调整,外圆磨床供应商,将砂轮主轴与轴瓦的间隙调整到0.0025~0.005mm,外圆磨床报价,这样可避免磨削中工件产生棱圆。
4) 砂轮主轴电机与砂轮的平衡
砂轮主轴电机的振动对磨削表面粗糙度影响较大,所以需要对砂轮主轴电机进行动平衡。对砂轮则需进行两次平衡:首先用金刚笔修整砂轮后进行一次粗平衡;然后用油石或精车后的修整用砂轮对砂轮进行细修后再进行一次精平衡。

外圆磨床厂家、外圆磨床价格、外圆磨床批发、外圆磨床多少钱、外圆磨床哪家好、外圆磨床哪家优惠、外圆磨床哪家便宜、外圆磨床生产厂家等等。
专注双端面研磨20年,一年保修,外圆磨床,机会多多,优惠不断,*
快快拨打图片上的电话吧~~~~





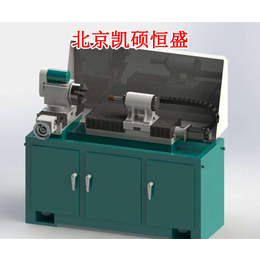
数控外圆磨床头尾架的使用与调整
北京凯硕恒盛科技有限公司主营项目:双面研磨机,内圆磨床,外圆磨床,减薄机,轴承磨加设备,汽车零部件磨床,砂轮,刀具等。
数控外圆磨床头尾架的使用与调整
数控外圆磨床头架的使用与调整头架由头架箱和头架底板组成,头架箱可绕头架底板上的轴回转,回转的角度可从刻度牌上读出。
头架拨盘通过皮带轮与变频器可实现分段无****调速。头架电动机一端的三角胶带的预紧力,由移动头架电动机来调节。头架拨盘上的多楔带的预紧力由转动偏心套来调节。转动偏心套时要先放松紧定螺钉,偏心套转到合适位置后,再把紧定螺钉扳紧。 头架主轴与轴承的间隙通过转动刻度套来调节,刻度套顺时针方向转动,间隙*;反之,间隙减小。当用死顶的尖法进行磨削时,可将间隙减小到零,将主轴锁住。当主轴需要转动时,主轴与轴承须有一定的间隙,一般以半径上0.005mm为宜。
刻度套的刻度,一格表示半径上间隙0.001mm,转动刻度套时,必须去除刻度套的空转量。
头架主轴上可以安装三爪卡盘,用于短小轴套或盘类零件的卡盘磨削。尾架的使用与调整
转动扳手,外圆磨床厂,可使尾架套筒后退。脚踏踏脚板,能使尾架套筒自动进退。脚踏到底,则套筒后退;脚放松,则套筒前进。
转动调整捏手,可调整顶的尖顶工件的力。磨细长的轴时,顶工件的力不宜太大,以免将工件顶弯。
磨削粗糙度要求不高的数控外圆磨床工件,金刚笔可安装在尾架上进行砂轮的修整。

外圆磨床厂家、外圆磨床价格、外圆磨床批发、外圆磨床多少钱、外圆磨床哪家好、外圆磨床哪家优惠、外圆磨床哪家便宜、外圆磨床生产厂家等等。
专注双端面研磨20年,一年保修,机会多多,优惠不断,*
快快拨打图片上的电话吧~~~~
外圆磨床工作效率****的方法
北京凯硕恒盛科技有限公司主营项目:双面研磨机,内圆磨,外圆磨,减薄机,轴承磨加设备,汽车零部件磨床,砂轮,刀具等
外圆磨床工作效率****的方法
1、加工工艺安排要合理,在实际的生产安排过程中,需要经过曲轴连杆颈与主轴颈两项加工程序,让我们的磨削加工更加准确有效,同时也大大的简化了加工工序,让我们的工作更加方便容易。
2、外圆磨床能够达到更高的加工精度,夹具的动作过程设计周密。夹具加工过程是:框架顶紧,尾座顶紧、夹紧,粗糙的加工中心夹轴颈,夹紧*支持,粗磨轴颈,松开夹头低电压再次低压夹头夹紧压力,宽松开放中心支持磨削中心支持,完成高质量的、高****性的磨削工作。
3、曲轴加工磨削质量的保证,使用分段式磨削,这样能够让工作效率大大的****和改进。

外圆磨床厂家、外圆磨床价格、外圆磨床批发、外圆磨床多少钱、外圆磨床哪家好、外圆磨床哪家优惠、外圆磨床哪家便宜、外圆磨床生产厂家等等。
专注双端面研磨20年,一年保修,机会多多,优惠不断,*
快快拨打图片上的电话吧~~~~
外圆磨床_外圆磨床供应商_凯硕恒盛(推荐商家)由北京凯硕恒盛科技有限公司提供。外圆磨床_外圆磨床供应商_凯硕恒盛(推荐商家)是北京凯硕恒盛科技有限公司(www.grindingchina*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:王工。