湖南铝型材,重庆固尔美,工作台铝型材
第一枪帮您来“拼单”,更多低价等你来!湖南铝型材,重庆固尔美,工作台铝型材

- 名称重庆固尔美科技有限公司 【公司网站】
- 所在地中国 重庆 渝北
- 联系人 张顺
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-07-09 17:23 至 长期有效
湖南铝型材,重庆固尔美,工作台铝型材产品详情
固尔美铝型材有限公司是重庆工业铝型材的****出产厂家,坐落于重庆市渝北区,工作台铝型材,具有便当的交通条件及便当的通讯,为高性价比的铝型材产品供给运送条件。
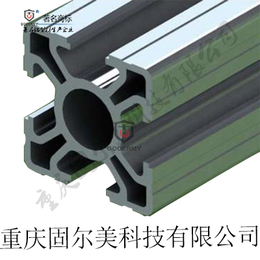
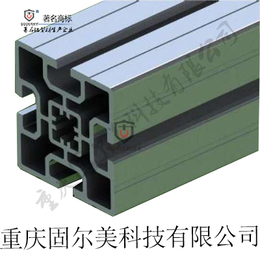
我公司是铝型材职业设备****前卫、技能水平****不错、产品系列****全的企业之一。首要出产铝型材、胶条、机架 、角码、连接件、螺丝、螺母等铝型材配件产品,产品广泛应用于修建、交通、机械、化工、电子电气、船只、航空航天等范畴。凭仗****的性价比跃居重庆商场****具竞争力品牌方位,湖南铝型材,产品远销全国多个区域。
我公司先后通过了IS09001:2008、ISO14001:2004、OHSAS18001:2007和CQC产品节能认证。我厂具有一支****的销售与技能团队,除了供给各系列的标准产品外,*铝型材,还可为客户量身定做各种非标产品,以其****的效劳、过硬的技能力量、完善的操作流程、足够的产品库存,赢得了国内外很多客户的信赖和喜爱,成为工业客户优先选择的铝型材供给商。
我厂整体职工竭诚为客户供给****棒的效劳,****力让每一个客户获取不错的赢利!



铝型材挤压模具的合理使用、维护及管理3
5
挤压模具使用前期必须对模具进行合理的表面渗氮处理过程。表面渗氮处理能使模具在保持足够韧性的前提下大大****模具的表面硬度,以减少模具使用时的产生热磨损。需要注意的是表面渗氮并不是一次就可以完成的,在模具服役期间必须进行3-4次的反复渗氮处理,流水线铝型材,一般要求渗氮层厚度达到0.15mm左右。
比较合适的氮化过程为在模具入厂检验后进行靠前次氮化。此时由于氮化层*尚不稳定,应该在挤压5-10条棒后再次氮化。
第二次氮化后,可挤压40-80条棒。第三次氮化后以不超过100-120条棒为宜。氮化前工作带一定要抛光,模具腔内要清理干净,不可残留碱渣或*颗粒。一般情况下模具的氮化次数不超过4-5次,因为此时氮化层如果不是工作带被拉伤的话经过反复氮化和挤压生产,氮化层*已经相对稳定。
要注意的是前期氮化时要经过合适的生产过程方能进行氮化,氮化次数不能过于频繁,否则工作带易脱层。
6
模具上机前工作带必须经过研磨抛光,工作带一般要求抛光至镜面。对模具工作带的平面度和垂直度装配前要进行检查。氮化质量的好坏一定程度上决定了工作带抛光的光洁度。模具腔内必须用高压气以及毛刷清理干净,不得有粉尘或杂质*,否则****易在金属流的带动下拉伤工作带,使挤压出来的型材产品出现面粗或划线等缺陷。

湖南铝型材,重庆固尔美,工作台铝型材由重庆固尔美科技有限公司提供。重庆固尔美科技有限公司(www.cqlxcc.cn)实力雄厚,信誉可靠,在重庆 重庆市 的有色金属合金等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将*重庆固尔美和您携手步入*,共创美好未来!