钢丝输送带绳经销商、临沧钢丝输送带绳、京博输送带(查看)
第一枪帮您来“拼单”,更多低价等你来!钢丝输送带绳经销商、临沧钢丝输送带绳、京博输送带(查看)
- 名称保定京博橡胶有限公司 【公司网站】
- 所在地中国
- 联系人 曹经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-06-16 09:06 至 长期有效
钢丝输送带绳经销商、临沧钢丝输送带绳、京博输送带(查看)产品详情

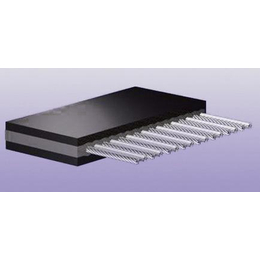
钢丝输送带绳使用寿命与输送带厂家的生产质量有关外,日常使用习惯也会直接影响尼龙输送带的使用寿命。本章京博输送带厂家就为大家分析影响输送带使用寿命的因素。
1、驱动滚筒直径
钢丝输送带绳绕过滚筒时会产生弯曲应力,引起带芯疲劳。其直径越小弯曲应力越大,钢丝输送带绳厂家,显然*滚筒直径有利于****钢丝输送带绳使用寿命,但*到一定值后,弯曲应力减小不明显,还会使设备体积*。因此,为保证钢丝输送带绳弯曲应力不致过大,应限制滚筒小直径。选用驱动滚筒直径D的原则是:多层芯输送带采用机械接头时,D≥100i,mm(i为帆布层数);采用硫化接头时,基于接头是梯形搭接,容易在弯曲应力作用下剥离,临沧钢丝输送带绳,故D≥125i,mm。整编芯输送带使用机械接头时,D≥K8,mm(k取决于带芯骨架材质的参数;8为带芯厚度,mm)。采用钢绳芯输送带时,D=(150~200)(t,mm(d为钢丝绳直径,mm)。换向滚筒直径根据驱动滚筒直径、受力百分数及钢丝输送带绳对滚筒围包角等条件确定。

2 、托辊成槽角
承载分支通常采用三节托辊组成的槽形托辊组,其侧辊与中辊的夹角称为槽角。在一定限度内,成槽角越大,则物流量越大。但成槽角超过钢丝输送带绳本身的成槽能力时,空载运行时,钢丝输送带绳就不会紧贴中托辊,由此导致输送带边缘强烈磨损和不稳定运行;重载运行时,钢丝输送带绳在侧托辊与中托辊拐角处必然产生很大的弯曲应力,使输送带纵向断裂或帆布层迅速的剥离。因此,在设计时要求托辊槽角必须与所选输送带的成槽能力相一致,在使用中更换新输送带时也应遵守这一原则。通常托辊成槽角取为30。,当钢丝输送带绳成槽性能好,可以*到35。

3、过度段距离
输送机的头、尾滚筒与一组承载托辊之间的输送带区段称为过渡段。在过渡段输送带由槽形变成平行或者 由平行变成槽形,钢丝输送带绳边缘被拉伸产生附加拉应力。过度段长度越小附加的拉应力越大,使输送带边缘和侧托辊引起严重的磨损,由此输送带过早地出现疲劳现象,甚至造成钢丝输送带绳边缘拉断。为使钢丝输送带绳边缘局部伸长不超过输送带使用伸长率,过渡段长度不应太小。对于纤维芯输送带,过渡段长度取为托辊间距的1.3倍;由于钢绳芯输送带的许用伸长率为0.2%,过渡段长度按公式L≥2.67cc B计算,其中B为带宽,m;d为托辊成槽角,rad。如果L值比承载托辊间距大得多,应在滚筒与一组承载托辊之间,安装几个成槽角顺序变小的过渡托辊组,以防带垂和洒料。

4 、凸弧段半径
输送机线路上带有凸弧段时,钢丝输送带绳通过时其边缘也存在着很大的拉应力,致使钢丝输送带绳和托辊过早*,故凸弧段半径不应太小。使用钢绳芯输送带时,凸弧段半径应不小于(75~85)B。

5 、给料装置
给料装置的结构合理与否,很大程度上决定着输送带使用寿命。为了减轻物料对输送带的磨损和冲击应力,设计选用给料装置的技术要求f-1是:物料给到钢丝输送带绳上的速度大小和方向应与带速近似一致;尽量减小物料的落差,特别是要****大块物料从很高处直接下落到输送带上;在给料装置内部应使物料形成自由的连续物流,并能使物料以正确的形状均匀地装到输送带中部,不允许有物料堆积和洒料现象;尽可能先将粉料和细块卸到输送带上形成垫层,然后再装块料。在装载点还应设置缓冲托辊组,以减小物料对输送带的冲击力,给料漏斗的安装位置必须保证物料落到两组缓冲托辊组之间,钢丝输送带绳经销商,而不是落在某一组缓冲托辊上。

6、输送机启动与制动方式
带式输送机在启动、制动过程中,应使用软启动方式来控制起停车时的加减速度,以降低动应力。对于一般中小型带式输送机,采用限矩型液力偶合器来实现软启动比较合理。对于长距离、大运量的大型带式 输送机,由于动张力很大,应使用可控软启动装置来延长启、制动时间,减小动应力。常用可控软启动装置有调速型液力偶合器、CST可控驱。

耐热输送带产生弯曲的原因及解决方法分析钢丝输送带绳

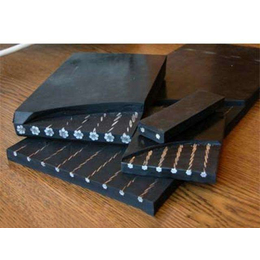
耐热钢丝输送带绳虽然能够耐热,但是如果质量不过关或操作不当,很容易导致钢丝输送带绳产生弯曲,正确分析弯曲的原因很重要,本章京博输送带厂家就为大家分析其中的原因。
耐热钢丝输送带绳弯曲产生的原因
首先应检查平板硫化机的三个夹持器是否成一条直线,特别是尼龙芯和E芯必须二次冷定伸,如果硫化时一次拉伸和二次冷定伸的夹持角度不是90度时,往往会造成弯带,所以操作工人在拉伸时角度不正,或夹持器有一边松一边紧的情况,也有可能造成弯带。
其次,带坯左右厚度误差过大,一边厚一边薄,厚的一边硫化时经压缩会比薄的一边略长,钢丝输送带绳用途,每板积累下来,则会造成带坯厚的一边长,而薄的一边短,因而造成弯曲,在生带硫化时,如果放入模框中不正,放偏了,也有可能造成弯带。

耐热钢丝输送带绳弯曲解决方法
1、成型工序尽量将帆布有布边的并条错开使用,左右并条要松紧一致,生带不能不能一边薄一边厚
2、硫化时生带要方正模框,不能放偏
3、经常检查前、中、后三个夹持器运行角度,和夹持的左右油压是否一致,是否有一边松一边紧现象;
4、定期调整平板,减小左右误差。

以上时京博钢丝输送带绳厂家为大家分析的耐热输送带产生弯曲的原因及解决办法,除此之外,在选购耐热钢丝输送带绳时一定要注意质量,操作过程中规范操作。
钢丝输送带绳经销商、临沧钢丝输送带绳、京博输送带(查看)由保定京博橡胶有限公司提供。保定京博橡胶有限公司(www.hbjingbo*/)坚持“以人为本”的企业理念,拥有一支****的员工队伍,力求提供好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。京博输送带——您可信赖的朋友,公司地址:河北省保定市博野县刘陀营,联系人:曹经理。同时本公司(www.jbtsdc*)还是****从事提升带批发,提升带批发厂家,提升带批发厂家价格的厂家,欢迎来电咨询。