长沙管排焊接、无锡固途焊接
第一枪帮您来“拼单”,更多低价等你来!长沙管排焊接、无锡固途焊接
- 名称无锡固途焊接设备有限公司 【公司网站】
- 所在地中国
- 联系人 张经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-07-04 12:03 至 长期有效
长沙管排焊接、无锡固途焊接产品详情

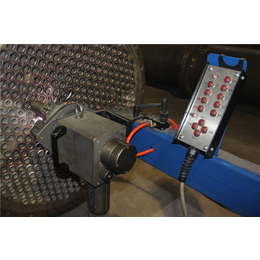
随着电子技术和现代控制技术的发展,数字化逆变焊接电源是弧焊电源发展的主要方向。它体积小、重量轻、节能省材,而且控制性能好,动态响应快,易于实现焊接过程的实时控制,在性能上具有很大优势。同时集成了*系统、模糊控制、*网络技术等智能控制方法的数字化逆变焊接电源,管排焊接,可以实现一元化调节,对焊接过程中出现的不确定因素做出实时处理,保证稳定的焊接过程和焊接质量。国内时代、奥太等焊机生产厂家早已成功推出软开关控制的逆变焊机,双丝双弧、双丝单弧、多丝多弧等技术在国外也有应用。
归纳目前管道焊接的施工工艺主要有下述几种:
1. 用纤维素下向焊条手工焊,当有硫化1氢腐蚀较严重的管线或在寒冷环境中运行的管线,采用低氢型立下向焊条焊接。 由于手工焊的灵活性以及焊接设备的要求不高等原因,目前室外管线的焊接,手工电弧焊的工作量仍占40—50%,例如近年来我国陕西至北京的管线工程就从伯乐公司购买了各种纤维素焊条1千多吨,预测今后几年我国油气管线的年需焊条量位3—5 kt,并还有增加的趋势。
2. 立下向纤维素焊条打底焊,CO2气保焊填充面
由于CO2焊生产率高、成本低,该方法近年来不断得到推广和应用,但对油气管道焊,要实现全位置焊接必须在较小的电流范围内,用短路过渡形式完成,而短路过渡方式用于打底焊易出现未焊透等缺陷,因此采用立下向纤维素焊条打底实现单面焊,背面成型,然后再用*的CO2气保焊填充面,这种工艺应用较普遍。
3. 自保护药芯焊丝半自动焊
自保护药芯焊丝半自动焊特别适用于户外有风的场合,它不使用CO2靠药芯产生的气体保护,*风性好,可用于管道的高熔敷率的全位置焊,目前以林肯公司生产的自保护药芯焊丝为各国所认同,其品牌有:NR-207、NR-204-H、NR-208-H等多种,可适用于X70、X80等管道的立下向焊。但该方法也存在打底焊时焊根易出现未熔合的缺陷。
4. *焊机的CO2气体保护半自动或全自动焊
由于对CO2气保焊短路过渡过程控制技术深入研究的结果,目前国外相继生产了对焊接电流和电压波形进行适时控制或对输出特性进行电能控制的*电源,前述的美国林肯公司的STT表面张力过渡焊接技术就属于波形控制的范畴。基于焊接设备性能的****,使得管道实现半自动及全自动CO2气保焊得以很好实现,这就大大****了焊接效率和焊接质量。
此外,在工厂内进行管道焊接也采用自动TIG焊,该方法质量好,但生产效率低。

介绍了国内管道焊接技术的应用现状,在焊接材料、方法、工艺和设备等应用方面与国外的技术差距越来越小,自动焊技术已基本普及应用。但是国内的焊接材料多满足于手工焊,自动焊丝和半自动焊材自主研发、生产不足,相当一部分还需要进口。同时国内焊接材料的性能也有待****,产品系列化不足。在焊接电源方面,国内奥太、时代焊机有了大面积应用,但是目前还不能象林肯焊机那样应用广泛;用于打底的自动根焊电源国内还没有生产。****近深熔电子束焊、激光辅助熔化****气体保护电弧焊在管道应用上有突破性进展。
长沙管排焊接、无锡固途焊接由无锡固途焊接设备有限公司提供。长沙管排焊接、无锡固途焊接是无锡固途焊接设备有限公司(www.gutuweld*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:张经理。