薄壁S31803双相钢弯头、广元双相钢弯头、利盛管道
第一枪帮您来“拼单”,更多低价等你来!薄壁S31803双相钢弯头、广元双相钢弯头、利盛管道

- 名称沧州利盛管道设备制造有限公司 【公司网站】
- 所在地中国
- 联系人 谢文宣
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-06-23 21:00 至 长期有效
薄壁S31803双相钢弯头、广元双相钢弯头、利盛管道产品详情

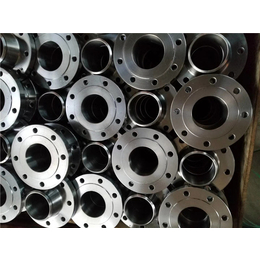
简单鉴别双相钢弯头的质量方法
双相钢弯头是管件类的一种,它是在一些工程管路当中改变方向的一种管件。一般在工程机械,大型双相钢弯头具有弯头直径大(800mm以上)、壁薄刚性差,外貌光滑美观的特点。采用中小型弯头的制造方法很难加工出这样的大型弯头。
双相钢弯头常用的加工方法是:铸造方法;分体压制成型后,焊接在一起的加工方法;分体切削加工后,焊接在一起的方法等。对于大型双相钢弯头采用上述方法很难甚至不能加工制造出来。因为采用铸造方法,制芯非常困难;采用切削加工很难找到这样大型的车铣设备,受设备及加工工艺限制;采用压制法很难制造出这样的大型模具,且成本非常高制造周期长。薄壁S31803双相钢弯头
辨别双相钢弯头的质量好坏:
1、外观质量,无锈,表面光洁度较高,无缺陷的不锈钢是大厂做的,性能比较好。
2、化学成分,广元双相钢弯头,一般来说,含镍量高和含碳低的不锈钢耐蚀性能较好,但价格也相对较高。
3、简易判断,一般无磁性的不锈钢(奥氏体)比有磁性的不锈钢(铁素体)耐蚀性能好。薄壁S31803双相钢弯头






双相钢弯头在焊接时需要注意什么呢?
双相钢弯头在焊接时需要注意以下事项:
1、为提防因为加热而发生睛间侵蚀,焊接电流不宜太年夜,比碳钢焊条较少20%摆布,电弧不宜过长,厚壁S31803双相钢弯头,层间快冷,以窄焊道为宜。
2、双相钢弯头焊后硬化性较年夜,便利发生裂纹。若接纳同典型的不锈钢管件焊接,必需进行300℃以上的预热和焊后700℃摆布的缓冷处置。若焊件不能进行焊后热处置,则应选用不锈钢管件焊条。
3、双相钢弯头,薄壁S31803双相钢弯头,为改良耐蚀机能及焊接性而适当增添适量不变性元素Ti、Nb、Mo等,焊接性较不锈钢管件好一些。接纳同典型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃摆布的回火处置。若焊件不能进行热处置,则应选用铬镍不锈钢焊条。
4、双相钢弯头焊条具有精巧耐侵蚀性和化性,普遍应用于化工、化肥、石油、医疗机械制造。
5、双相钢弯头药皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,同时便利发红,故尽概略接纳直流电源。
6、不锈钢管件具有必定的耐蚀(氧化性酸、有机酸、气蚀)、耐热和*机能。凡是用于电站、化工、石油等设置装备摆设质料。不锈钢管件焊接性较差,长半径S31803双相钢弯头,应留心焊接工艺、热处置前说起选用合适电焊条。薄壁S31803双相钢弯头
7、焊条操纵时应连结干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次一再烘干,否则药皮便利开裂剥落),提防焊条药皮粘油及别的脏物,以免致使焊缝增添含碳量和影响焊件质量。
8、不锈钢管件焊接时,受到一再加热析出碳化物,降低耐侵蚀性和力学机能。薄壁S31803双相钢弯头

薄壁S31803双相钢弯头、广元双相钢弯头、利盛管道由沧州利盛管道设备制造有限公司提供。行路致远,砥砺前行。沧州利盛管道设备制造有限公司(www.lishengpiping*)致力成为与您共赢、共生、共同前行的战略伙伴,更矢志成为钢管较具影响力的企业,与您一起飞跃,共同成功!

该公司其他产品




江湖通产品
-
 江西省钢管租赁
面议
江西省钢管租赁
面议
-
 建筑*钢管
面议
建筑*钢管
面议
-
 钢管 建友建筑
面议
钢管 建友建筑
面议
-
 建友建筑供应建筑材料 钢管
面议
建友建筑供应建筑材料 钢管
面议
精品推荐
-
 A333GR6无缝管、A333GR6无缝管冲击温度、利盛管道
面议
A333GR6无缝管、A333GR6无缝管冲击温度、利盛管道
面议
-
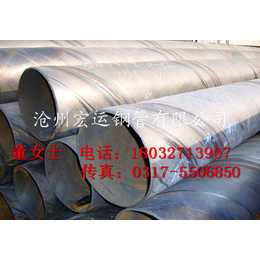 SY5037沧州螺旋缝埋弧焊钢管生产厂家3000MM
¥2750.0元/吨
SY5037沧州螺旋缝埋弧焊钢管生产厂家3000MM
¥2750.0元/吨
-
 贵阳双面埋弧焊螺旋钢管厂家
¥4000.0元/吨
贵阳双面埋弧焊螺旋钢管厂家
¥4000.0元/吨
-
 直缝焊管机组供应商-扬州盛业机械-焊管机组
面议
直缝焊管机组供应商-扬州盛业机械-焊管机组
面议
-
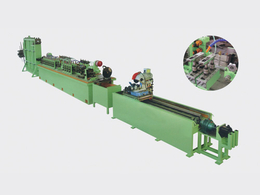 福建焊管机组-焊管机组-扬州盛业机械(****商家)
面议
福建焊管机组-焊管机组-扬州盛业机械(****商家)
面议
