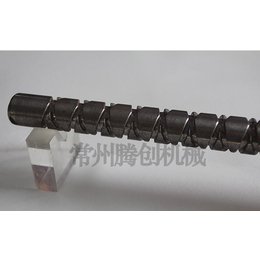
常州市腾创机械(图)|细长丝杆厂家*|江西细长丝杆
第一枪帮您来“拼单”,更多低价等你来!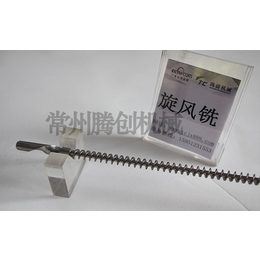
常州市腾创机械(图)|细长丝杆厂家*|江西细长丝杆产品详情

滚珠丝杠装配工艺自动化程度不合理
与其他机械产品的装配相比较滚珠丝杠的装配过程简单的多,其装配自动化程度也比汽车装配要落后得多。虽然滚珠丝杠的装配工艺有了一定的发展,数控机床的装配,例如滚珠丝杠的装配工艺水平整体仍然不高,主要可以从一下几个方面来说:一是,流转自动化程度低。绝大多数部装还是固定式装配,然后通过车间起重机或叉车进行转运。二是,江西细长丝杆,装配作业基本都是人工作业。国内滚珠丝杠装配目前还不存在自动化装配,所有工件的搬运及安装都是人工操作或借助车间起重设备完成的。

无锡多头丝杆厂家分析****滚珠丝杆出现过早老化的六点措施
一、****滚珠丝杆出现配合过紧的现象,将轴承的径向间隙适当调整,并对过盈量进行适当的削减;
二、保证滚珠丝杆足够量的润滑效果,可以根据电动机整个运行的时间,符合的状态。环境的温度和润滑脂的优劣等方面来考虑,确保其整个增补和润滑的时间;
三、对滚珠的丝杆进行比较准的安装,可以使用端面比较平整光滑,和轴承的内圈在厚度上基本一致的钢管的套筒,将轴承直接压在准确的位置上,细长丝杆厂家,但是在压入时不可以太过用力,之后再根据电机的转速来检查是否有偏离的现象;
四、滚珠的丝杆千万不可以出现比较强烈的震荡,还要定期的对电机进行维修和检测;
五、滚珠的丝杆不可以出现侵蚀和污染,在安装丝杆的环境必须是整洁的,而且使用的安装辅助工具也要干净,在对轴承进行清洗的时候一定要清洗*,定期的对其进行检查和维护。

不锈钢丝杆厂家告诉你丝杆轴设计上之注意事项
(1)完全牙:(使用内循环式螺帽时)
当为内循环滚珠丝杆时,由于螺帽装配时之需要,在设计轴端时至少必须有一端是完全牙,且至末端为止的直径都必须比牙底直径小0.2mm以上。
(2)丝杆轴端及螺帽周边之设计:
机台的设计,必须注意滚珠丝杆安装时的外围机构。避免因外围机构的影响或限制,造成安装滚珠丝杆于机台上时,细长丝杆*,必须将螺帽和丝杆分离拆开。因为分离时难免会引起钢1珠的脱落,螺帽的组装精度及预压力变化,滚珠丝杆外循环弯管*损等情形发生,
严重者将会造成滚珠丝杆的损坏而不堪使用,细长丝杆厂家*,不得不卸下时,请与本公司联络会有专人与您服务。
(3)有效螺纹两侧端部的硬度:
滚珠丝杆的热处理是采用中周波感应热处理,所以螺纹两端各15mm长不在有效热处理范围内,硬度会较低,故决定有效螺纹长度时请加以考虑。
(4)中间支撑座:
丝杆过长时,由于自重而中间产生下垂现象,此现象会导致丝杆承受径向负荷,也会有因丝杆轴之回转而给轴端加上过大的弯曲应力之危险。在此建议可以在丝杆下方多加设中间支撑构造,以*螺帽因自重所产生的下垂量。支撑构造有装置于丝杆的螺帽周围,能在轴方向做移动的移动轴偏震*装置以及于机台上之固定式轴偏震*构造等两种。但使用固定式时须注意当工作台通过其上方时,要能避开。
常州市腾创机械(图)|细长丝杆厂家*|江西细长丝杆由常州市腾创机械厂提供。常州市腾创机械(图)|细长丝杆厂家*|江西细长丝杆是常州市腾创机械厂(www.tcjx688*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取联系人:华总。