滨州*数控无心磨床、*数控无心磨床价格、江苏南元机床
第一枪帮您来“拼单”,更多低价等你来!滨州*数控无心磨床、*数控无心磨床价格、江苏南元机床

- 名称江苏南元机床集团有限公司 【公司网站】
- 所在地中国
- 联系人 侯品
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-05-20 05:53 至 长期有效
滨州*数控无心磨床、*数控无心磨床价格、江苏南元机床产品详情

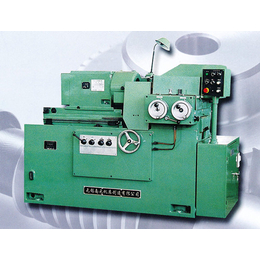
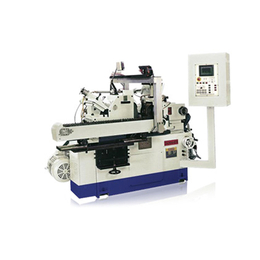
*数控无心磨床本机床适用几何精度和粗糙度要求很高的圆柱形零件进行通磨磨削的*通磨无心磨床,加工范围2-50mm
特性:
1.砂轮主轴轴承采用静*承,节流器采用薄膜反馈节流器。
2.导轮主轴采用双支承结构形式,轴承为三片球头支承动压滑动轴承。
3.砂轮主轴、导轮主轴均采用38CrMoAlA合金钢制成,几何精度高。
4.砂轮架导轨采用封闭式静压导轨,保证了微量进给的准确性。
5.砂轮、导轮修整器的往复移动、均采用液压无级调速。
6.导轮采用交流电动机传动,变频无级调速。
主要规格:
1.磨削直径 2-50mm
2.磨削轮规格 P450x150x250mm
3.导轮规格 P350x225x203mm
4.磨削轮转速 790r/min
5.导轮转速
(1)工作转速 15-100r/min(无级)
(2)修整转速 130r/min
6.导轮回转角度(垂直平面内) 0°-5°
7.砂轮架进给量
(1)进给手轮每转进给量 0.20mm
(2)进给手轮每格进给量 0.001mm
8.导轮架进给量
(1)进给手轮每转进给量 0.50mm
(2)进给手轮每转进给量 0.005mm
.导轮修整器回转角度(水平面内) 0°-5°
10.砂轮修整器刻度盘每格进给量 0.002mm
11.砂轮修整器刻度盘每转进给量 0.20mm
12.导轮修整器刻度盘每格进给量 0.01mm
13.导轮修整器刻度盘每转进给量 1.25mm
14.砂导轮中心连线至托架底面高 250mm
15.冷却泵流量 50L/min
16.机床总功率
(1)砂轮电机功率 7.5kW
(2)导轮电机功率 2.2kW
(3)液压泵电动机 0.75kW
(4)砂轮润滑泵电动机 0.75kW
(5)导轮润滑泵电动机 0.09kW
(6)冷却泵电动机 0.12kW
(7)磁性分离器电动机 0.18kW
17.机床引接电源 三相380V50Hz
18.机床外形尺寸(长x宽x高) 2200x1190x1640mm
19.机床净重 5000kg
20.工作精度
圆度 0.001,mm
圆柱度 0.0018mm
粗糙度 0.16RAum
无心磨床轴承套圈*数控无心磨床*数控无心磨床

轴承套圈外圆无心磨削的概况
1、由于磨削过程中工件的*由砂轮、导轮和托板确定,轴承套圈的中心位置随着工件的运动,在径向平面内是不固定的。因为内外套*时不规则的波浪形,随着套圈的转动,其表面波纹上任何一点会周期性的依次通过托板和导轮的两个*点,从而使套圈的中心在径向平面内作周期性的移动,所以说没有固*置。
2、因为轴承套圈的磨削表面就是*基础,套圈磨削表面的原始误差及磨削后的误差都会反应*误差,从而影响到套圈正在磨削部分的形状尺寸,进而反应为*误差,从而影响到套圈正在磨削部分的形状尺寸,进而反映为加工误差。再加上套圈运动时由砂轮、导轮和托板联合控制的,并以导轮的控制为主,套圈运动的稳定性,不仅取决于机床运动传动链,而且还与套圈、导轮和托板的实际情况。比如形状、重量、导轮和托板的材料、表面状态等等有关。
无心磨床的磨削方法有多种,如末端进给法、通过进给法、 *进给法等 。以下只简要介绍一下常见的三种方法。
(1) 末端进给法。用此方法主要磨削锥形工件,有些工件可结 合通过进给法与*进给法进行磨削。 砂轮、导轮一者或二者须修整为所需锥形 。砂轮、导轮、托板间安装大体上与通过进给法装置相类似的固定装置。从进料口将工件推入砂轮与导轮之间,至固定的末端碰头为止。
(2) 通过进给法。用此方法主要磨削直圆筒状的工件。磨削作业中砂轮、 导轮、托板的位置均被固定,经导轮轴向输入作用,*数控无心磨床报价,工件连续送入砂轮磨削。此种方法为方便作业可装配v型槽与导板或自动送料装置,这样可连续作业,****工作效率。
(3) 无心磨床*进给法。用此方法主要磨削带头或多段尺寸的成型工件 。因工件无轴向前进 ,磨削的长度限定于比砂轮短。工件进刀是带有导轮装置的工作 台向砂轮移动而成 ,此移动停止位置, 即工件磨削完成尺寸。将工件送入 ,进刀磨削,退刀排出工件为间歇作业,工作效率差。但特别安装 自动进刀、退刀的循环设备,可****工作效率
当前,世界数控技术及其装备发展趋势主要体现在以下几个方面:
⑴ 高速、****、*、高可靠性
要****加工效率,首先必须****切削和进给速度,同时,还要缩短加工时间;要确保加工质量,必须****机床部件运动轨迹的精度,而可靠性则是上述目标的基本保证。为此,必须要有*的数控装置作保证。
●高速、****
机床向高速化方向发展,*数控无心磨床加工,可充分发挥现代刀具材料的性能,不但可大幅度****加工效率、降低加工成本,而且还可****零件的表面加工质量和精度。超高速加工技术对制造业实现****、****、低成本生产有广泛的适用性。
新一代数控机床(含加工中心)只有通过高速化大幅度缩短切削工时才可能进一步****其生产率。超高速加工特别是超高速铣削与新一代高速数控机床特别是高速加工中心的开发应用紧密相关。90年代以来,欧、美、日各国争相开发应用新一代高速数控机床,加快机床高速化发展步伐。高速主轴单元(电主轴,转速15000-100000r/min)、高速且高加/减速度的进给运动部件(快移速度60~120m/min,切削进给速度高达60m/min)、*数控和伺服系统以及数控工具系统都出现了新的突破,达到了新的技术水平。随着超高速切削机理、超硬*长寿命刀具材料和磨料磨具,大功率高速电主轴、高加/减速度直线电机驱动进给部件以及*控制系统(含监控系统)和防护装置等一系列技术领域中关键技术的解决,应不失时机地开发应用新一代高速数控机床。
依靠快速、准确的数字量传递技术对*的机床执行部件进行高精密度、高响应速度的实时处理,由于采用了新型刀具,车削和铣削的切削速度已达到5000米~8000米/分以上;主轴转数在30000转/分(有的高达10万转/分)以上;工作台的移动速度:(进给速度),在分辨率为1微米时,在100米/分(有的到200米/分)以上,在分辨率为0.1微米时,在24米/分以上;自动换刀速度在1秒以内;小线段插补进给速度达到12米/分。根据****率、大批量生产需求和电子驱动技术的飞速发展,高速直线电机的推广应用,开发出一批高速、****的高速响应的数控机床以满足汽车、农机等行业的需求。还由于新产品更新换代周期加快,模具、军事等工业的加工零件不但复杂而且品种增多。
●*
从精密加工发展到超精密加工(特*加工),是世界各工业强国致力发展的方向。其精度从微米级到亚微米级,乃至纳米级(lt;10nm),其应用范围日趋广泛。超精密加工主要包括超精密切削(车、铣)、超精密磨削、超精密研磨抛光以及超精密****加工(三束加工及微细电火花加工、微细电解加工和各种复合加工等)。随着现代科学技术的发展,对超精密加工技术不断提出了新的要求。新材料及新零件的出现,更*要求的提出等都需要超精密加工工艺,发展新型超精密加工机床,完善现代超精密加工技术,以适应现代科技的发展。
当前,机械加工*的要求如下:普通的加工精度****了一倍,达到5微米;精密加工精度****了两个数量级,超精密加工精度进入纳米级(0.001微米),滨州*数控无心磨床,主轴回转精度要求达到0.01~0.05微米,加工圆度为0.1微米,加工表面粗糙度Ra=0.003微米等。
精密化是为了适应高新技术发展的需要,也是为了****普通机电产品的性能、质量和可靠性,减少其装配时的工作量从而****装配效率的需要。随着高新技术的发展和对机电产品性能与质量要求的****,*数控无心磨床价格,机床用户对机床加工精度的要求也越来越高。为了满足用户的需要,近10多年来,普通级数控机床的加工精度已由±10μm****到±5μm,精密级加工中心的加工精度则从±3~5μm,****到±1~1.5μm。
●高可靠性
是指数控系统的可靠性要高于被控设备的可靠性在一个数量级以上,但也不是可靠性越高越好,仍然是适度可靠,因为是商品,受性能价格比的约束。对于每天工作两班的无人工厂而言,如果要求在16小时内连续正常工作,无故障率P(t)=99%以上的话,则数控机床的平均无故障运行时间MTBF就必须大于3000小时。MTBF大于3000小时,对于由不同数量的数控机床构成的无人化工厂差别就大多了,我们只对一台数控机床而言,如主机与数控系统的失效率之比为10:1的话(数控的可靠比主机高一个数量级)。此时数控系统的MTBF就要大于33333.3小时,而其中的数控装置、主轴及驱动等的MTBF就必须大于10万小时。
当前国外数控装置的MTBF值已达6000小时以上,驱动装置达30000小时以上。
⑵模块化、智能化、柔性化和集成化
●模块化、专门化与个性化
机床结构模块化,数控功能专门化,机床性能价格比显著****并加快优化。为了适应数控机床多品种、小批量的特点,机床结构模块化,数控功能专门化,机床性能价格比显著****并加快优化。个性化是近几年来特别明显的发展趋势。
●智能化
智能化的内容包括在数控系统中的各个方面:
——为追求加工效率和加工质量方面的智能化,如自适应控制,工艺参数自动生成;
——为****驱动性能及使用连接方便方面的智能化,如前馈控制、电机参数的自适应运算、自动识别负载自动选定模型、自整定等;
——简化编程、简化操作方面的智能化,如智能化的自动编程,智能化的人机界面等;
——智能诊断、智能监控方面的内容,方便系统的诊断及维修等。
●柔性化和集成化
数控机床向柔性自动化系统发展的趋势是:从点(数控单机、加工中心和数控复合加工机床)、线(FMC、FMS、FTL、FML)向面(工段车间*制造岛、FA)、体(CIMS、分布式网络集成制造系统)的方向发展,另一方面向注重应用性和经济性方向发展。柔性自动化技术是制造业适应动态市场需求及产品迅速更新的主要手段,是各国制造业发展的主流趋势,是****制造领域的基础技术。其*是以****系统的可靠性、实用化为前提,以易于联网和集成为目标;注重加强单元技术的开拓、完善;CNC单机向*、高速度和高柔性方向发展;数控机床及其构成柔性制造系统能方便地与CAD、CAM、CAPP、MTS联结,向信息集成方向发展;网络系统向开放、集成和智能化方向发展。

*数控无心磨床*数控无心磨床*数控无心磨床*数控无心磨床
滨州*数控无心磨床、*数控无心磨床价格、江苏南元机床由江苏南元机床集团有限公司提供。滨州*数控无心磨床、*数控无心磨床价格、江苏南元机床是江苏南元机床集团有限公司(www.jsnanyuan*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:侯品。