数控转塔式母线加工机_精鹏数控正规厂家_吕梁母线加工机
第一枪帮您来“拼单”,更多低价等你来!数控转塔式母线加工机_精鹏数控正规厂家_吕梁母线加工机
- 名称山东精鹏数控科技有限公司 【公司网站】
- 所在地中国
- 联系人 王经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-05-21 12:39 至 长期有效
数控转塔式母线加工机_精鹏数控正规厂家_吕梁母线加工机产品详情

25×45 M16 78.45~98.07 2 9.48~11.85 125×40 M16 78.45~98.07 2 10.79~13.47 100×100 M16 78.45~98.07 4 10.79~13.48 100×80 M16 78.45~98.07 4 13.83~17.28 100×63 M16 78.45~98.07 2 8.39~10.48 100×50 M16 78.45~98.07 2 10.79~13.48 100×46 M16 78.45~98.07 2 12.19~15.15 100×40 M16 78.45~98.07 2 13.83~17.28 80×80 M12 31.38~39.23 4 8.91~21.14 80×63 M12 31.38~39.23 4 11.60~14.50 80×63 M14 50.99~61.78 2 7.77~9.42 80×50 M14 50.99~61.78 2 9.99~12.10 80×45 M14 50.99~61.78 2 11.22~13.59 80×40 M14 50.99~61.78 2 12.80~15.50 63×63 M10 17.65~22.56 4 9.84~12.57 63×50 M10 17.65~22.56 4 12.74~16.28 63×50 M12 31.38~39.23 2 9.07~21.33 63×45 M12 31.38~39.23 2 10.17~12.72 63×40 M12 31.38~39.23 2 11.11~14.50 63×31.5 M10 17.65~22.56 2 9.84~12.57 50×50 M8 8.83~10.79 4 9.83~12.01 50×45 M10 17.65~22.56 2 8.57~10.95 50×40 M10 17.65~22.56 2 9.75~12.46 50×31.5 M8 8.83~10.79 2 7.62~9.31 50×25 M8 8.83~10.79 2 9.83~12.01 45×45 M8 8.83~10.79 4 12.46~15.23 40×40 M12 31.38~39.23 1 8.91~11.14 40×31.5 M12 31.38~39.23 1 11.60~14.50 40×25 M10 17.65~22.56 1 9.75~12.46 31.5×60 M10 17.65~22.56 2 10.38~13.27 31.5×31.5 M10 17.65~22.56 1 9.84~12.57 31.5×25 M10 17.65~22.56 1 12.74~16.28 25×25 M8 8.83~10.79 1 9.83~12.01 25×20 M8 8.83~10.79 1 12.64~15.45 20×20 M8
8.83~10.79
1
16.40
第2.2.3条
硬母线在下料加工时,严格按照本条规定执行,才能为母线安装后整齐美观打下基础。
第2.2.4条
矩形母线若用热煨弯,会使母线严重退火和起皱,而且需反复槌打,影响母线原来的质量。上前国内已经生产各种规格母线的冷弯机,故不得进行热弯。
第2.2.5条
矩形母线因弯曲的角度大小不同,其弯曲处发热温升也不同,直角弯曲处的温升可比45°弯曲处高10℃左中,故应减少直角弯曲。为了避免弯曲处出现裂纹及显著的折皱,其弯曲半径应尽可能大于规定的弯曲半径值。多片母线的弯曲程度应一致,以求整齐美观。
第2.2.6条
母线扭转90°时,若每相由多片母线组成,为使扭转程度一致,扭转部分的长度就将随片数的增加而需加长,故规定其扭转部分的长度在2.5∽5倍母线宽度之间选取。
第2.2.7条
螺孔间中心距离的误差允许为±0.5mm,既可为正误差,也可为负误差,为此,螺孔的直径宜大于螺栓直径1mm。这样的钻孔时顺利穿通螺栓。以往有的在钻孔时,三合一 母线加工机,将螺孔直径加大到大于螺栓直径2mm,这样将会减少接触面的有效面积,使接头发热。
第2.2.8条
母线接触面是否平整,氧化膜是否打磨干净,是母线能否紧密接触和不过热的关键。众所周知,铝的氧化物其电阻率高达1×1016Ω°mm2/m,而纯铝的电阻率只有2.9×10-2Ω°mm2/m,两者相差甚大。因此,在母











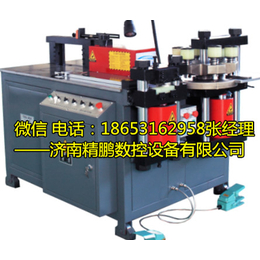
母线加工机多功能式的应当如何操作
母线加工机多功能式的应当如何操作,和普通的母线加工机在操作方面有什么不同点吗?首先来认识一下母线加工机的构造。母线加工机由机架、冲孔单元、剪切单元、折弯单元、液压站、数控电气部分和模具等组成。 机架由方钢管焊接而成,有足够的强度和刚性。冲、剪单元和电器装于机架上,液压站置于机架内部,以下是母线加工机操作规程
A 操作前:
1、操作前使机器周围有一个安全的工作环境。
2、不要戴围巾或穿大衣之类的衣服开机,数控转塔式母线加工机,以免危机人身安全。
3、用正确的方法进行工作,以便在发生故障时尽快停机和摆脱危险。
4、如果环境温度低于10℃,工作前应开机空运转5分钟。
5、操作前,必须认真阅读使用说明书,*熟悉机器的结构、性能和操作方法。
B 操作中:
1、安装、调试(对模、调整刀片间隙)或拆卸模具,必须由*的熟悉机器的人员按照规定的规程进行。
2、当机器开动时,切勿把手或身体的一部分放在上下模(刀片)之间,以免发生事故。
3、一切杂物及工具勿放在工作台上,多功位母线加工机,以免扎入模具或刀口而造成事故。
4、由于本机器可多人操作,所以必须有专人负责指挥生产。
5、一定要根据铜排(或铝排)的厚度选择好剪切刀片和冲模的间隙及折弯圆角半径。
6、在更换模具时一定要停机,吕梁母线加工机,以免发生危险。
7、在操作时,拿着工件等待滑块下行时必须小心。
8、应定期检查刀片和冲模刃口锋利程度,如发现刃口用钝,应及时修磨或更换
9、保持油液清洁及油路畅通,每个星期给各单元运动部件加油。
10、电气与液压元件必须保证动作灵活与位置正确,发现不正常现象时必须立即停车检查。
11、当油温达到55℃或更高时,操作者应停机5分钟或更长时间,待油温降到规定油温后, 再开机操作。
12、固定装置的M10螺钉在使用太大压力时松动,因此,操作者应定期地检查(定为:周 期为一个月),将其拧紧。



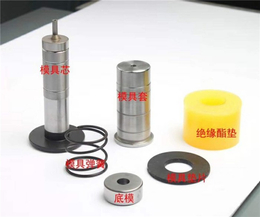
组合式母线加工机
组合式母线加工机特点:
1.冲孔速度快,*准确。无燥音,无切屑,作业安全清洁.
2.携带方便,适合于野外现场作业或固定于厂内进行大批量生产。
3.单孔式回油。
模具采用Cr钢经热处理淬火而成,耐冲压,寿命长。
4.可制作各种形状的冲孔模具。
母线加工机性能特点
1.*****0大工作压力:63Mpa 2.****^0大行程:200mm.
3.弯排范围:铜铝排宽度40.50.60.80.100.120mm.厚度:4mm-12mm之间.
4弯曲角度:Dgt;90度 任意角 5.弯曲半径:R=排宽X2.5
6.用油品种16#液压油 7.油量:600毫升
8.总重量:82公斤 9.弯曲参数如表所列:






数控转塔式母线加工机_精鹏数控正规厂家_吕梁母线加工机由山东精鹏数控科技有限公司提供。山东精鹏数控科技有限公司(www.sdjpsk*)是山东 济南 ,机械及工业制品项目合作的*,多年来,公司贯彻执行科学管理、*发展、诚实守信的方针,很大限度的满足客户需求。在精鹏数控*携全体员工热情欢迎各界人士垂询洽谈,共创精鹏数控更加美好的未来。