现场镗孔机厂家,捷瑞机床,南京镗孔机
第一枪帮您来“拼单”,更多低价等你来!现场镗孔机厂家,捷瑞机床,南京镗孔机

- 名称新乡市捷瑞机床有限公司 【公司网站】
- 所在地中国
- 联系人 安明生
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-05-10 23:39 至 长期有效
现场镗孔机厂家,捷瑞机床,南京镗孔机产品详情
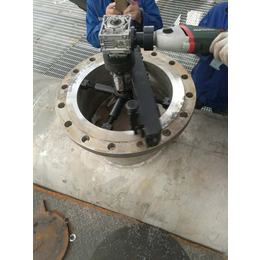
什么样的镗孔机适用于车辆行业?
摩托车平叉镗孔机包括机架和位于该机架上的台面,还包括位于台面上的一粗镗孔机构,一精镗孔机构,和使被加工件在粗镗孔机构的加工位和精镗孔机构的加工位之间进行转换的一工位转换机构。粗镗孔机构包括两个动力头,多功能镗孔机,和装设于动力头上的刀具;精镗孔机构包括两个动力头,和装设于动力头上的刀具;粗镗孔机构的加工位位于粗镗孔机构的两个动力头之间;精镗孔机构的加工位位于精镗孔机构的两个动力头之间。可****加工精度和效率,并降低加工成本。
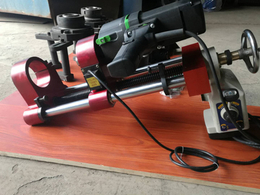
车轴轴向镗孔机包括机床底座、设于该机床底座上的滑轨、与该滑轨活动连接的镗孔机本体和驱动该镗孔机本体沿着滑轨位移的镗孔机驱动装置,还包括用于固定车轴的工作台夹具组件,工作台夹具组件设于机床底座上且位于和镗孔机本体相配合的位置处。
车轴轴向镗孔机采用以上结构,镗孔机本体和工作台夹具组件位于同一机床底座上,且通过滑轨可调整相互之间的位置,且能同时镗孔,不但镗孔精度高,而且速度快,解决了工件镗孔的瓶颈问题,使生产渠道畅通无阻,完全能满足生产的需求;而成本却比国内外同类设备低得多,特别适用于大批量工件的生产。

在长孔镗削加工工艺中采取****机床等加工设备的精度,借助于辅具的精度,采用误差补偿技术等措施,以确保调头镗孔的同轴度,从而保证加工质量。通过以上两种不同加工工艺分析得出:①同轴度要求不高的同轴孔系,可以采用常用调头镗孔的方法;同轴度要求高的及跨距较大的孔系,采用改进后的调头镗孔方法。②改进后的调头镗孔加工方法,适用于跨距大的同轴孔系和同轴度要求高的长、深孔。③改进后的调头镗孔加工方法,孔的同轴度质量得到了保证,测量所用工具和检具均为通用工具。

在镗削孔时,****重要的是在加工中心上正确装夹刀具。在小孔镗削中,刀具的中心高是导致刀具失效的重要因素。如果刀具安装低于中心高,将影响刀具的加工性能。主要表现在:
1) 切削刃相对于工件的主后角减小,导致刀具的后刀面与工件接触,使刀片与工件之间发生摩擦,当刀片旋转时,这种摩擦进一步会使刀尖发生偏离,导致刀具更深地切入工件。更多数控编程知识关注微信公众号(数控编程教学),切削刃的几何参数对切削效率的高低和加工质量的好坏有很大影响。*前角,可减小前刀面挤压切削层时的塑性变形,减小切屑流经前面的摩擦阻力,从而减小切削力和切削热。但*前角,液压镗孔机,同时会降低切削刃的强度,减小刀头的散热体积。
2) 当刀具后角减小时,刀片相对于工件的前角也*,从而引起刀具刮削工件,引起刀具振动并损坏刀具。这种情况在镗削小孔时更为严重。
为此建议刀具安装应略高于中心高(但应尽可能接近中心高)。这样可使刀具相对于工件的法向后角*,切削条件得到****,如果加工时产生振动,现场镗孔机厂家,刀尖会向下和向中心偏斜,从而接近理想的中心高。刀具也可轻微地退出,减小削伤工件的可能性。此外,刀具前角也将减小,这样可稳定工作压力。如果前角减小到0°,就会产生太大的工作压力,导致刀具失效。所以在镗孔时,应选取正前角的镗刀,南京镗孔机,在镗1mm的小孔时,镗杆的直径只有0.75mm左右,使刀具承受的切削力减小。

现场镗孔机厂家,捷瑞机床,南京镗孔机由新乡市捷瑞机床有限公司提供。新乡市捷瑞机床有限公司(www.xxjrjc*)****的服务和产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!