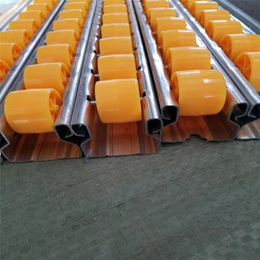
工业设备铝型材,重庆固尔美,铝型材
第一枪帮您来“拼单”,更多低价等你来!工业设备铝型材,重庆固尔美,铝型材

- 名称重庆固尔美科技有限公司 【公司网站】
- 所在地中国 重庆 渝北
- 联系人 李经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-05-07 11:57 至 长期有效
工业设备铝型材,重庆固尔美,铝型材产品详情
铝的密度很小,仅为2.7g/cm,虽然它比较软,但可制成各种铝合金,如硬铝、超硬铝、防锈铝、铸铝等。这些铝合金广泛应用于飞机、汽车、火车、船舶等制造工业。此外,宇宙火箭、航天飞机、人造星也使用大量的铝及其铝合金。例如,一架超音速飞机约由70%的铝及其铝合金构成。船舶建造中也大量使用铝,一艘大型客船的用铝量常达几千吨。
那么铝型材外壳加工过程中冷变形对铝材性能的影响有哪些?下面永鼎丰小编为您讲解:
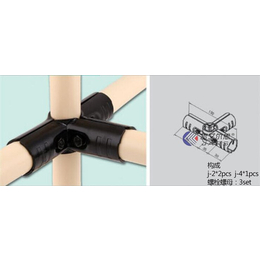
A:力学性能:铝型材经冷变形后,由于发生了晶内及晶间的*,晶格产生了畸变以及出现了第二类残余应力等,使塑性指标急剧下降,在****限状态下可能接近于完全脆性的状态;另一方面,铝型材配件,由于晶格畸变、位错增多、晶粒被拉长细化以及出现亚结构等,而使其强度指标大为****,即出现加工硬化现象。
B:结构及各向异性:铝型材经较大冷变形后,由于出现织构而使材料呈现各向异性。例如,铝合金薄板在深冲时易出现明显的制耳。应合理控制加工条件以充分利用织构与各向异性的有利方面,而避免或消除其不利的方面。
C:理化性能:
1)密度。冷变形后,因晶内及晶间出现了显微裂纹或宏观裂纹、裂口空洞等缺陷,使铝型材密度减小。
2)电阻。晶间物质的*使晶粒直接接触、晶粒位向有序化、晶间及晶内*裂等,都对电阻的变化有明显的影响。前两者使电阻随变形程度的增加而减少,后者则相反。
3)化学稳定性。经冷变形后,材料内能增高,使其化学性能更不稳定而易被腐蚀,特别是易于产生应力腐蚀。

铝型材挤压车间关键工序的控制一
11.为了****模具端面、盛锭筒端面和挤压垫片端面粘铝,允许在模具端面和垫片端面上涂少量脱模油脂,但要尽量少涂或不涂,而且不允许涂及模具型腔和盛锭筒内壁,以免油脂污染型材。
12.要正确使用挤压垫片,保护挤压垫片不被碰伤。当挤压垫片磨损太大,变成圆角,清缸不干净时,应及时更换新垫片。每次挤压时,都要特别注意垫片是否已放好,****因挤压垫片没放好造成设备事故。
13.铝材挤压过程中应注意液压油温度的变化:当油温升高到约45-50℃时,挤压力会大大下降,铝型材,挤压机会变得无力,铝型材角码,此时应停机并设法将油温降下来,然后才能再开机挤压。
14.铝型材挤压机吨位(吨)60010001650,每套模具一次挤压铸锭数(个)100-15060-8040-80。
15.为了****挤压死区的气体及脏物流入铝型材和为了保护挤压杆不致*,限定压余长度不许过厚,也不允许过簿,压余控制15-30mm厚度。
16.6063挤压铝型材T6淬火采用强制风冷,T5自然冷却,工业设备铝型材,型材流出后不可小于80℃/分的速度冷却至170℃以下。6061挤压型材淬火采用强风、水雾或直接水冷方式,并要在2-3分钟将温度降至200℃以下。
17.铝型材在冷床上要冷却到50℃以下才能进行拉直。型材拉直时,其拉直量应控制在1-2%左右,超厚型材的拉直变形量允许稍大一些,但不许超过3%。,拉直时,要注意保护装饰面不被擦伤,尽可能做到以非装饰面接触棚架输送带。
18.铝型材在定尺之前,应清楚其长度公差要求。若客户有特殊要求时,应按客户要求执行;若无特殊要求,长度公差一律按 15mm控制,以倍尺交货时,总偏差为 20mm。校好定尺位后,切出*支型材时验长度是否符合要求,必须是正偏差,不许负偏差,确认无错后,开始成批定尺锯切。
19.为****铝型材擦伤,不要将型材叠起来锯切,型材前进时,应先将锯台上的铝屑吹扫干净。
20.锯切时,应在锯片涂油润滑,但要****润滑油粘到铝型材表面上。20锯切后铝型材的锯口应垂直于轴线,锯口应*刺、飞边和扭歪变形。为了有*亮的锯口,应经常保持锯片的锋利,应注意清除锯片上的积铝,当锯片不够锋利时,应及时换下来打磨锯齿或换用新锯片。


工业设备铝型材,重庆固尔美,铝型材由重庆固尔美科技有限公司提供。重庆固尔美科技有限公司(www.cqlxcc.cn)****的服务和产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!