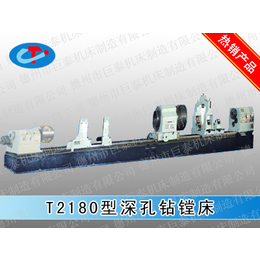
镗孔机、捷瑞机床、现场镗孔机厂家
第一枪帮您来“拼单”,更多低价等你来!镗孔机、捷瑞机床、现场镗孔机厂家

- 名称新乡市捷瑞机床有限公司 【公司网站】
- 所在地中国
- 联系人 安明生
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-04-02 17:55 至 长期有效
镗孔机、捷瑞机床、现场镗孔机厂家产品详情
镗孔的顺序为:中心钻点孔→小一些的钻头钻底孔→扩孔(要铰孔则需留铰孔的加工余量0.2左右)→如果是整数的孔径,可以使用铰刀的就用铰刀铰孔,或者用键槽铣刀扩孔。如果不是整数位的孔,则要镗孔。
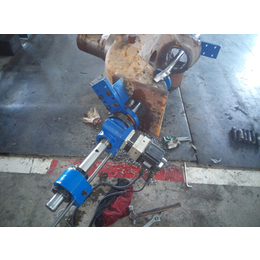
1、镗孔设备使用前,必须认真检查,使它具有良好的可靠性和优良的作业精度。
2、镗杆上船安装时,应根据被镗孔的校正圆线和基准工艺螺钉校正镗杆中心:中心误差<0.02mm,同时用照光法校正镗孔中间支承中心误差<0.02mm。
3、在镗孔过程中若发现轴孔铸件有疏松,砂眼裂缝等浇铸质量问题应及时反馈,等待有关部门处理。
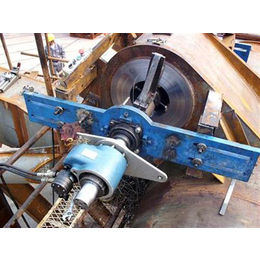
4、在镗孔过程中须注意各传动件的工作状况,并经常向各润滑点加注润滑油,及注意镗杆上各挡轴承间隙。
5、镗孔要求:①下圆度≤0.03mm;②锥度≤0.01mm,且在压入方向不允许倒椎;③端面加工应与轴中心线垂直,镗孔机,不垂直度≤0.10mm/m,镗削量以拉线的洋冲眼为准。
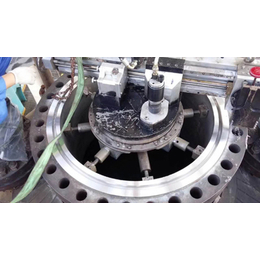
6、半精镗前轴孔应留有1毫米至1.5毫米单边余量,同时校核镗杆中心及镗杆上的各挡轴承间隙。
7、精镗工作应在夜间或阴雨天进行,现场镗孔机生产厂家,并停止一切振动作业和影响镗孔质量的工作。
8、镗孔工作结束在拆除镗杆前应由操作人员,作业班长,检查员等对镗孔质量作初步检查确认,然后拆除镗杆。
9、镗杆拆除后应对轴孔清除毛刺,修补缺陷,移动镗孔机价格,清洁周围环境,检查镗孔质量,测量各挡尺寸,用书面形式向检查部门提交验收。

镗孔方式
镗孔有三种不同的加工方式。
(1)工件旋转,刀具作进给运动 在车床上镗孔大都属于这种镗孔方式。工艺特点是:加工后孔的轴心线与工件的回转轴线一致,孔的圆度主要取决于机床主轴的回转精度,孔的轴向几何形状误差主要取决于刀具进给方向相对于工件回转轴线的位置精度。这种镗孔方式适于加工与外圆表面有同轴度要求的孔。
(2)刀具旋转,工件作进给运动 镗床主轴带动镗刀旋转,工作台带动工件作进给运动。
(3) 刀具旋转并作进给运动 采用这种镗孔方式镗孔,镗杆的悬伸长度是变化的,镗杆的受力 变形也是变化的,靠近主轴箱处的孔径大,远离主轴箱处的孔径小,形成锥孔。此外,镗杆悬伸长度*,主轴因自重引起的弯曲变形也*,被加工孔轴线将产生相应的弯曲。这种镗孔方式只适于加工较短的孔。

镗孔机、捷瑞机床、现场镗孔机厂家由新乡市捷瑞机床有限公司提供。新乡市捷瑞机床有限公司(www.xxjrjc*)实力雄厚,信誉可靠,在河南 新乡 的铣床等行业积累了大批忠诚的客户。公司精益求精的工作态度和不断的完善*理念将*捷瑞机床和您携手步入*,共创美好未来!