带颈不锈钢法兰、博昊金属公司、包头不锈钢法兰
第一枪帮您来“拼单”,更多低价等你来!带颈不锈钢法兰、博昊金属公司、包头不锈钢法兰

- 名称盐山博昊金属材料有限公司 【公司网站】
- 所在地中国
- 联系人 高磊
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-03-23 11:21 至 长期有效
带颈不锈钢法兰、博昊金属公司、包头不锈钢法兰产品详情
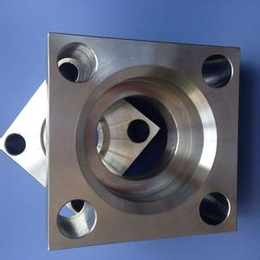
不锈钢法兰通过螺栓的预紧力,是垫片和法兰密封面之间产生足够的压力,使垫片表面产生的变形足以填补法兰密封面的微观不平度,达到密封的目的。为达到上述目的所作用到垫片上的小单位压紧力,称为比压力Y。当管系达到操作压力时,在内压的轴向作用力的作用下,两片法兰呈现分开的趋势,螺栓将产生弹性或塑性变形,作用在垫片上的压紧力将减少。美标带颈对焊环松套不锈钢法兰
不锈钢法兰当作用在垫片有效截面上的压紧力减小到某一临界值时,仍能保持密封。这时垫片上的剩余压紧力即为垫片的有效紧固力,当有效紧固力小到某一临界值以下时,就会发生泄漏,甚至能使垫片错位。因此,垫片的有效紧固力必须大于管系的操作压力,包头不锈钢法兰,垫片的有效紧固力与管系的工作压力的比值称为垫片系数m。两片法兰密封面之间的距离,在操作状态要比初始状态大,这时候垫片与法兰密封面的紧密性是靠垫片的回弹力来保证的。可以这么说,在初始密封阶段,垫片的表面塑性变形填补法兰密封面的微观不平度起决定作用的;而在操作状态下法兰的密封,垫片内部的弹性回复起主导作用。美标带颈对焊环松套不锈钢法兰

不锈钢法兰的使用注意事项
不锈钢法兰的使用注意事项:
1、为****由于不锈钢法兰盖加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,美标对焊环松套不锈钢法兰,电弧不宜过长,层间快冷,带颈不锈钢法兰,以窄焊道为宜。美标带颈对焊环松套不锈钢法兰
2、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低a氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),美标带颈对焊环松套不锈钢法兰,****焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。美标带颈对焊环松套不锈钢法兰
3、不锈钢法兰管件焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。
4、铬不锈钢平焊法兰管件焊后硬化性美标法兰较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用不锈钢平焊法兰管件焊条(A107、A207)。美标带颈对焊环松套不锈钢法兰

带颈不锈钢法兰、博昊金属公司、包头不锈钢法兰由盐山博昊金属材料有限公司提供。盐山博昊金属材料有限公司(www.bohaojinshu*)****的服务和产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!