无缝内衬不锈钢复合管|内衬不锈钢复合管|天禾裕不锈钢复合管
第一枪帮您来“拼单”,更多低价等你来!无缝内衬不锈钢复合管|内衬不锈钢复合管|天禾裕不锈钢复合管
- 名称邯郸市天禾裕不锈钢复合管股份有限公司 【公司网站】
- 所在地中国
- 联系人 武经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2018-03-08 12:45 至 长期有效
无缝内衬不锈钢复合管|内衬不锈钢复合管|天禾裕不锈钢复合管产品详情

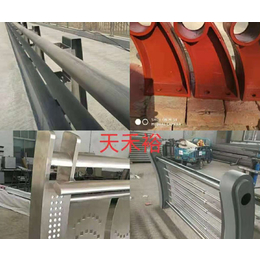
内衬不锈钢复合钢管焊接工艺
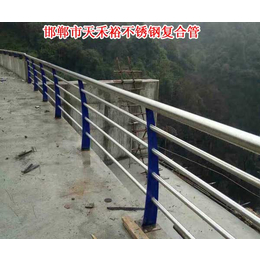
邯郸市天禾裕不锈钢复合管股份有限公司是一家集设计、研发、生产、营销、服务于一体的****不锈钢管、内衬不锈钢复合管、外复不锈钢复合管、异型非标管,钢板切割及桥梁护栏图片制作、加工安装的大型企业。
内衬不锈钢复合管内衬不锈钢复合管

焊接过程
??先焊复合层,后焊基层,流程:封焊层——打底焊——过渡层——填充层——盖面层。
??1)管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,内衬不锈钢复合管,且应≤2mm。
??2)焊接时,应尽量采用多层焊,各焊层焊道的接头应尽量错开,河道护栏用内衬不锈钢复合管,焊道不宜太宽太厚。
??3)点固焊时管内必须充*,以保证点固焊焊缝质量。打底焊时,仰焊位置采用内填丝,立焊、平焊位置采用外填丝法进行焊接。
??4)应在坡口内引弧,禁止在非焊接部位引弧,无缝内衬不锈钢复合管,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小*气流量,****气压过大使焊缝产生凹陷。
??5)焊丝不能与钨级接触或直接深入电弧的弧柱区,*****电弧的稳定和产生夹钨缺陷,焊丝端部不得退出保护区,****焊丝氧化。
??6)道间温度应控制在150℃以下,施工中采用焊缝两侧水冷的冷却方法,即将湿毛巾裹在距焊缝80mm以外的两侧钢管上,使焊缝尽快降到150℃以下。

想要了解更多,赶快拨打图片上的电话吧!!!





不锈钢复合管焊接钢管的标准介绍
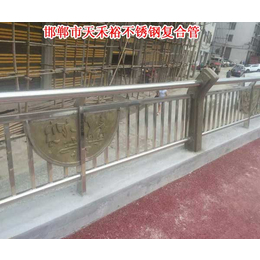
邯郸市天禾裕不锈钢复合管股份有限公司是一家集设计、研发、生产、营销、服务于一体的****不锈钢管、内衬不锈钢复合管、外复不锈钢复合管、异型非标管,钢板切割及桥梁护栏图片制作、加工安装的大型企业。
内衬不锈钢复合管内衬不锈钢复合管
焊接钢管也称焊接管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管生产工艺十分简单,生产*,品种规格多,设备资少,但是焊接管的强度一般低于无缝钢管。20世纪30年代以来,随着****带钢连轧生产技术的迅速发展以及焊接和检验技术的进步,焊缝的质量也不断****,那么焊接钢管的品种和规格也随着日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。
不锈钢复合管的直缝焊管生产工艺不仅简单,****内衬不锈钢复合管,而且生产*,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低

想要了解更多,赶快拨打图片上的电话吧!!!
无缝内衬不锈钢复合管|内衬不锈钢复合管|天禾裕不锈钢复合管由邯郸市天禾裕不锈钢复合管股份有限公司提供。无缝内衬不锈钢复合管|内衬不锈钢复合管|天禾裕不锈钢复合管是邯郸市天禾裕不锈钢复合管股份有限公司(www.thybxg*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:武经理。

该公司其他产品



江湖通产品
-
 1K203软磁不锈钢厂家
¥42.0元/件
1K203软磁不锈钢厂家
¥42.0元/件
-
 NK-16无磁不锈钢带厂家
¥38.0元/件
NK-16无磁不锈钢带厂家
¥38.0元/件
-
 JL-31B软磁不锈钢厂家
¥40.0元/件
JL-31B软磁不锈钢厂家
¥40.0元/件
-
 X15CrNiSi25-4 弹簧不锈钢
¥38.0元/件
X15CrNiSi25-4 弹簧不锈钢
¥38.0元/件
-
 1.4401 弹簧不锈钢
¥36.0元/件
1.4401 弹簧不锈钢
¥36.0元/件





