您是不是要采购
模具制造_鑫生模具(在线咨询)_模具
第一枪帮您来“拼单”,更多低价等你来!
模具制造_鑫生模具(在线咨询)_模具产品详情
查看全部塑料模产品>>

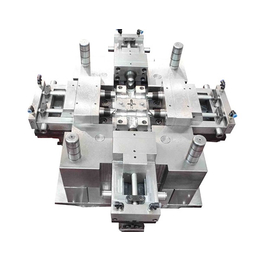
一套模具从设计开始到组装完毕,只不过是完成了它全部制造过程的百分之七十至百分之八十而已。对于预定收缩和实际收缩不一致而产生的误差,模具,顺利脱模,冷却效果,尤其是浇口的位置、尺寸还有形状对制品精度以及外观的影响等问题,必须都要通过试模来检验的。所以,鑫生模具的试模是检验模具是否合格及选择成型工艺的一个不可或缺的步骤。







为了获得更好质量的注塑产物,我们就必需要在设计产物的时候考虑好它的结构工艺性,下面连系注塑产物的主要结构特点,小编和大家一起来分析如何避免注塑缺陷的方法。
1 开模标的目标和分型线
每个注塑产物在起头设计时首先要确定其开模标的目标和分型线,以保证尽可能削减抽芯机构和消弭分型线对外不美观的影响。
1.1开模标的目简直定后,产物的增强筋、卡扣、凸起等结构尽可能设计成与开模标的目标一致,以避免抽芯削减拼缝线,模具制造,耽误模具寿命。
1. 2开模标的目简直定后,可选择恰当的分型线,模具构造,以****外不美观及机能。
2 脱模斜度
2.1 恰当的脱模斜度可避免产物拉毛。滑腻概况的脱模斜度应年夜于0.5度,细皮纹概况年夜于1度,粗皮纹概况年夜于1.5度。
2.2 深腔结构产物设计时外概况斜度要求小于内概况斜度,以保证注塑时模具型芯不偏位,获得平均的产物壁厚,并保证产物启齿部位的材料密度强度。
3 产物壁厚
3.1 各类塑料均有必然的壁厚规模,一般0.5~4mm,当壁厚跨越4mm时,模具制造厂家,将引起冷却时候过长,发生缩印等题目问题,应考虑改变产物结构。
3.2 壁厚不均会引起概况缩印。
3.3 壁厚不均会引起气孔和熔接痕。
4 增强筋
4.1 增强筋的合理应用,可增添注塑加工产物刚性,削减变形。
4.2 增强筋的厚度必需小于产物壁厚的1/3,否则引起概况缩印。

模具制造_鑫生模具(在线咨询)_模具由雄县鑫生模具厂提供。模具制造_鑫生模具(在线咨询)_模具是雄县鑫生模具厂(www.xinshengmj*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:刘志峰。
以上内容为模具制造_鑫生模具(在线咨询)_模具,本产品由雄县鑫生模具厂直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报
该公司其他产品




江湖通产品
查看全部塑料模产品>>
-
 深圳二手注塑模具回收_二手冲压模具回收_二手压铸模具回收
¥16000.0元/吨
深圳二手注塑模具回收_二手冲压模具回收_二手压铸模具回收
¥16000.0元/吨