换热器管板自动焊、无锡固途焊接设备公司
第一枪帮您来“拼单”,更多低价等你来!换热器管板自动焊、无锡固途焊接设备公司

- 名称无锡固途焊接设备有限公司 【公司网站】
- 所在地中国
- 联系人 张经理
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2017-10-14 12:18 至 长期有效
换热器管板自动焊、无锡固途焊接设备公司产品详情
管管全位置自动ya弧焊在连续油管中的应用
油气开采作业环境恶劣,在一次起下井过程中,连续管下入和起出时都要经历三次塑性变形,****易造成疲劳损伤。而且根据作业工艺不同,连续管内部会承受不同的流体压力,如采用连续管冲砂、洗井、注氮排液等常规工艺时压力从几兆帕到20Mpa不等,在连续管分段压裂工艺中,压力可达32Mpa。在连续管的生产、应用中,生产时管体不合格、由于运输原因管体不能太长、应用中管体失效、损伤、折断等情况出现时,则需要采用焊接方法予以对接或对接加长。

****全位置自动焊焊接控制系统质量之我见
(1)焊接电流。焊接电流是影响焊缝成形的主要因素之一。它决定焊道的熔深,电流增加熔深*,反之熔深减小;电流对熔宽也有一定影响,但效果不明显。第四机组在焊接过程中出现过未熔合缺陷,主要是电流小造成的。
(2)焊接电压。焊接电压是影响焊缝成形的重要因素。它主要决定焊缝金属的熔宽,电压增加熔宽*。电压对焊缝金属的熔深也有一定影响。焊接中有时会发现焊缝金属不能覆盖到焊道的两个边缘。究其原因,一方面是焊枪摆动宽度不够,另一方面就是焊接电压太小。
(3)保护气体的流量。气体的流量直接影响对焊道的保护效果,气体流量大保护效果好,但从经济角度考虑,以达到包焊道为目的,气体流量尽量小。
(4)焊接速度。焊接速度是影响焊缝成形的另一个重要因素。速度太快焊缝金属的熔深和熔宽都将减小,而且容易造成未熔合、咬边等缺陷;反之,容易造成焊缝熔池金属温度过高,不易快速成形,换热器管板自动焊,导致熔池内金属流淌,成形不好

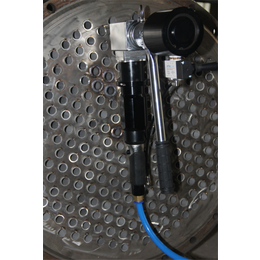
管板机器人扩展性介绍
机器人在*和焊接过程中始终夹持管板焊机头,机头为适应机器人自动管板焊的需求,对焊炬、气罩和涨紧固定机构等都进行相应非标设计,同时加装机器人气动夹持接口便于与机器人手臂快速连接且精度可靠。按照“扫描*-焊接-焊缝摄像-移动再*”的程序工作。在保持尺寸和结构基本不变的情况下,系统可以扩展为双机器人同步焊接,可缩短一半焊接施工时间。
换热器管板自动焊、无锡固途焊接设备公司由无锡固途焊接设备有限公司提供。换热器管板自动焊、无锡固途焊接设备公司是无锡固途焊接设备有限公司(www.gutuweld*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:张经理。