螺纹旋风铣加工|腾创机械(在线咨询)|滨海旋风铣
第一枪帮您来“拼单”,更多低价等你来!
螺纹旋风铣加工|腾创机械(在线咨询)|滨海旋风铣产品详情

特点:
1.主轴套筒可手动微进给,并设有限位装置,铣头可顺、逆时针回转调整45°;
2.工作台可纵、横向手动进给和垂直升降,同时纵、横向又可实现机动快进、机动进给和垂直向机动升降;
3.采用1200mm加长滑块,1500mm加长工作台,工作台纵向行程可达1000mm,行程长,稳定性更强;
4.主传动和进给均采用齿轮变速机构,调速范围广;
5.主轴轴承采用圆锥滚子轴承,承载能力强,且采用能耗制动,旋风铣动力头,具有制动转矩大,停止迅速,制动可靠;
6.采用矩型导轨稳定性好;
7.工作台及导轨经超音频淬火,强度更大。

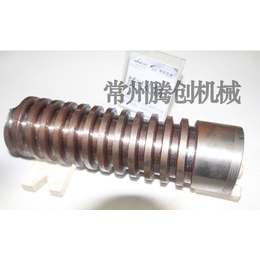
一、主轴外锥面损伤的*XA5032立铣主轴前端1:12外锥面是轴承3的安装基准面,左侧外圆是调整环2的安装基准面,他们间的磨损影响主轴精度及切削性能。本次修理采用电刷镀技术进行*。电刷镀主要优点是电刷镀层与主轴材质(45#钢)的结合强度大于70N/mm2,工件加热温度小于70℃,不会引起主轴变形和金相变化,能够满足主轴的*要求。1.电刷镀工艺流程主轴表面机械准备→电净→自来水冲洗→1#活化液活化→自来水冲洗→3#活化液活化→自来水冲洗→无电擦拭→刷镀****镍打底层→刷镀快速镍作尺寸层至规定厚度→镀后处理→镀层的机械加工。2.电刷镀工艺流程内容(1)镀前机械准备将主轴装夹在车床上,分别*两端60°中心孔,表面粗糙度Ra0.8。然后上万1能外圆磨床以中心孔为基准磨1:12外锥面及左侧外园,磨量少些较好。然后用丙1酮清洗待镀表面,并用涤纶胶纸将不镀的邻近部位粘贴保护好,以防误镀。(2)电净在上述清理的基础上,用电净液通电处理工件待镀表面,去油除锈。去油标准是冲水时水膜能在工件表面均匀分开。注意电净时间要短,以减少工件渗氢。(3)活化选用合适的活化液对工件表面进行活化,以除去工件表面的氧化膜使工件表面露出金属基体,为镀层与基体良好结合创造条件。但要注意避免由于电流大、活化时间长、工件温升大而造成的工件表面产生氧化层。发现氧化层后应立即清除干净。(4)刷过渡层在活化的基础上,紧接着就刷镀特殊镍作为过渡层,其刷镀层厚2μm即可。刷镀它主要是为了****镀层与基体的结合强度及稳定性。(5)刷镀工作层刷镀过渡层后刷镀工作层快速镍,不必水洗。先无电擦拭3~5μm后,****性、电压、转速不变即可通电接着刷镀。用温水浸泡主轴,给镀液加热到50℃,开始镀时用低电流,然后逐渐*电流,避免因主轴和镀液温度过低而选用高电压、大电流造成镀层应力过大、镀层开裂剥离。(6)电刷镀后的收尾处理除去保护阳****的屏蔽物,清洗工件上残留的镀液,并作防锈处理。(7)主轴镀层恢复尺寸的机械加工将主轴装夹在万1能外圆磨床上,滨海旋风铣,选用绿碳化硅砂轮。因镍镀层在磨削时无火花,为便于对刀,外旋风铣,在镀层上涂上*粉。因1:12外锥面只是大端有磨损,所以只需找正1:12外锥面未损伤的大面,将镀层恢复处磨削接平;也可与新轴承的锥孔配研,着色覆盖率达到80%以上即可。
螺纹旋风铣加工|腾创机械(在线咨询)|滨海旋风铣由常州市腾创机械厂提供。螺纹旋风铣加工|腾创机械(在线咨询)|滨海旋风铣是常州市腾创机械厂(www.xtcjx*)今年全新升级推出的,以上图片仅供参考,请您拨打本页面或图片上的联系电话,索取新的信息,联系人:华总。
该公司其他产品


江湖通产品
-
 东莞台荣厂家生产一字平头螺丝铣扁机铣槽机精密液压全自动
¥45000.0元/台
东莞台荣厂家生产一字平头螺丝铣扁机铣槽机精密液压全自动
¥45000.0元/台
-
 台荣厂家开关轴类铣槽机 智能化全自动三轴铣扁机
¥52000.0元/台
台荣厂家开关轴类铣槽机 智能化全自动三轴铣扁机
¥52000.0元/台
-
 台荣二轴铣扁机 转轴加工机 铣扁位加工机厂家
¥45000.0元/台
台荣二轴铣扁机 转轴加工机 铣扁位加工机厂家
¥45000.0元/台
-
 台荣厂家智能化全自动三轴铣扁机 开关轴类铣槽机
¥52000.0元/台
台荣厂家智能化全自动三轴铣扁机 开关轴类铣槽机
¥52000.0元/台
-
 东莞台荣厂家生产液压全自动平头螺丝铣扁机铣槽机
¥45000.0元/台
东莞台荣厂家生产液压全自动平头螺丝铣扁机铣槽机
¥45000.0元/台
精品推荐
-
 分度动力头、动力头、景瑞机械(查看)
面议
分度动力头、动力头、景瑞机械(查看)
面议
-
 惠州TPX6113镗床 低价清货
¥250000.0元/件
惠州TPX6113镗床 低价清货
¥250000.0元/件
-
 龙门磨床对外加工价格-龙门磨床- 苏州加旺旺精密(查看)
面议
龙门磨床对外加工价格-龙门磨床- 苏州加旺旺精密(查看)
面议
-
 镗铣头-振飞机械制造-精密镗铣头
面议
镗铣头-振飞机械制造-精密镗铣头
面议
-
 动力头-铣削动力头-景瑞机械(****商家)
面议
动力头-铣削动力头-景瑞机械(****商家)
面议
