淮安涂装设备|苏州旭成涂装|涂装设备
第一枪帮您来“拼单”,更多低价等你来!淮安涂装设备|苏州旭成涂装|涂装设备
- 名称苏州旭成涂装设备技术开发有限公司 【公司网站】
- 所在地中国
- 联系人 陈凯
-
价格
面议
点此议价
- 采购量 不限制
- 发布日期 2017-08-12 06:31 至 长期有效
淮安涂装设备|苏州旭成涂装|涂装设备产品详情
本公司****从事成套涂装设备、粉体.液体静电涂装设备、塑胶无尘涂装线、UV光固化涂装线、自动化输送生产线、装配流水线、输送设备、烘干设备及无尘喷涂车间的规划和设计,如有需求,请致电咨询!

影响粉末静电喷涂质量的主要因素
粉末静电喷涂中,影响喷涂质量因素除了工件表面前处理质量的好坏以外,舟山涂装设备,还有板材的含水量、喷涂时间、喷枪的形式、喷涂电压、喷粉量、粉末导电率、粉末粒度、粉末和空气混合物的速度梯度等。
1、粉末的电阻率
粉末的电阻率在1010~1016欧姆/厘米较为理想,电阻率过低易产生粉末再分散,电阻率过高会影响涂层厚度。
2、喷粉量
在喷涂开始阶段,喷粉量的大小对膜厚有一定的影响,一般喷粉量小,沉积率高。喷粉量一般控制在50克/分到1000克/分范围内。
3、粉末和空气混合物的速度和梯度
速度梯度是喷枪出口处的粉末空气混合物的速度与喷涂距离之比,在一定喷涂时间内,随着喷涂梯度的*膜厚将减小。
4、喷涂距离
喷涂距离是控制膜层厚的一个主要参数.一般控制在距工件10~25厘米,多由喷枪形式来决定.
5、喷涂时间
喷涂时间与喷涂电压、喷涂距离、喷涂量等几项参数是相互影响当喷涂时间增加及喷涂距离很大时,喷涂电压对膜厚****限值的影响减小。随着喷粉时间的增加,金华涂装设备,喷粉量对膜厚的增长率的影响显著减小。
本公司****从事成套涂装设备、粉体.液体静电涂装设备、塑胶无尘涂装线、UV光固化涂装线、自动化输送生产线、装配流水线、输送设备、烘干设备及无尘喷涂车间的规划和设计,如有需求,请致电咨询!

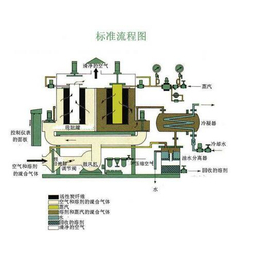
涂装生产线工艺流程分为:前处理、喷粉涂装、加热固化。
前期的生产
处理前有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前必须进行表面处理去油去锈。在这一工段所用药液较多,主要有除锈剂、除油剂、表调剂、磷化剂等等。在涂装生产线前处理工段或车间,第壹要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,安全可靠的盛装、搬运、配置器具,涂装设备,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定量的废气、废液等三废物质,所以在环保措施方面,必须配置抽气排气、排液和三废处理装置。前处理过的工件质量,由于前处理液及涂装生产线工艺流程不尽相同,其质量当有差异。处理较好的工件,表面油、锈去尽,为了****短时间内再次生锈,一般应在前处理后几道工序,进行磷化或钝化处理:在喷粉前,淮安涂装设备,还应将已磷化的工件进行干燥,去其表面水分。小批量单件生产,一般采用自然晾干、晒干、风干。而对于大批量之流水作业,一般采取低温烘干,采用烘箱或烘道。
淮安涂装设备|苏州旭成涂装|涂装设备由苏州旭成涂装设备技术开发有限公司提供。苏州旭成涂装设备技术开发有限公司(www.szxctz*)为客户提供“喷涂流水线,全自动喷粉线,烤漆流水线,涂装加工线”等业务,公司拥有“旭成涂装”等品牌。专注于机械加工等行业,在江苏 苏州 有较高*度。欢迎来电垂询,联系人:陈凯。

该公司其他产品


江湖通产品
-
 佛山二手烤漆设备回收+自动喷涂生产线+喷涂厂整体设备回收
¥2000000.0元/套
佛山二手烤漆设备回收+自动喷涂生产线+喷涂厂整体设备回收
¥2000000.0元/套
-
 中山喷涂设备回收_烤漆喷涂线回收_电镀喷涂设备回收
¥150000.0元/套
中山喷涂设备回收_烤漆喷涂线回收_电镀喷涂设备回收
¥150000.0元/套
-
 佛山二手烤漆喷涂设备回收_五金制品表面处理磷化线回收
¥150000.0元/套
佛山二手烤漆喷涂设备回收_五金制品表面处理磷化线回收
¥150000.0元/套
-
 中山二手涂装生产线回收_喷粉烤漆线_UV静电喷涂设备回收
¥150000.0元/套
中山二手涂装生产线回收_喷粉烤漆线_UV静电喷涂设备回收
¥150000.0元/套
-
 深圳喷涂自动线回收_手机电脑电器_金属表面涂装生产线回收
¥120000.0元/台
深圳喷涂自动线回收_手机电脑电器_金属表面涂装生产线回收
¥120000.0元/台