青海大型丝杠|利兴机械(在线咨询)|建筑大型丝杠
第一枪帮您来“拼单”,更多低价等你来!青海大型丝杠|利兴机械(在线咨询)|建筑大型丝杠

- 名称济宁利兴精密机械制造有限公司 【公司网站】
- 所在地中国
- 联系人 全经理
- 价格 面议 点此议价
- 采购量 1
- 发布日期 2018-03-26 14:43 至 长期有效
青海大型丝杠|利兴机械(在线咨询)|建筑大型丝杠产品详情
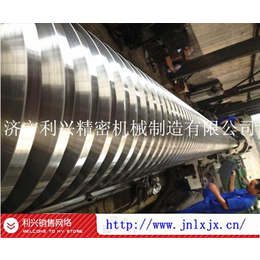
大型梯形丝杆的主要加工流程(1)大型梯形丝杆的主要损坏形式,一般丝杠(≤7级精度)为弯曲及磨损;≥6级精度丝杠为磨损及精度丧失或螺距尺寸变化(2)大型梯形丝杆材料应具有足够的力学性能,济宁利兴优良的加工性能,不易产生磨裂,能得到低的表面粗糙度和低的加工残余内应力,丝杆热处理后具有较高硬度,****少淬火变形和残余奥氏体常用于不要求整体热处理至高硬度的材料,有45、45#调质,40Mn、40Cr、T10、T10A、T12A、T12等.淬硬丝杠材料,有GCr15、9Mn2V、CrWMn、GCr15、SiMn、38CrMOAlA等(3)大型梯形丝杆热处理:一般丝杠:正火(45钢)或退火(40Cr),除应力处理和低温时效,调质和轴颈、方头高频淬火与回火精密不淬硬丝杠: 除应力处理低温时效,球化退火,调质球化,如遇原始*不良等,还需先经900℃(T10、T10A)-950℃(T12、T12A)正火处理后再球化退火,济宁利兴或直接调质球化精密淬硬大型丝杠: 退火或高温正火后退火,除应力处理,淬火和低温时效

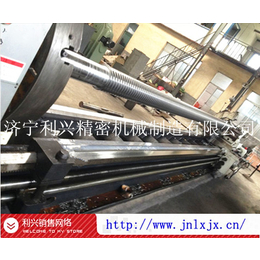
大型丝杆斜进法在粗车时,为了操作方便,除了中拖板进给外,小拖板可先向一个方向进给。这种方法称斜进法。机床配件但精车时,必须用左右切削法才能使螺纹的两侧面都获得较小的表面粗糙度。
用左右切削法和斜进法车螺纹时,因为车刀是单面切削的,所以不容易产生“扎刀”现象。精车时,选择很低的切削速度(<6m/min),再加上冷却润滑液,可以获得较小的表面粗糙度。但是采用左右切削法时,车刀左右进给量不能过大,精车时一般要小于0 07mm,否则,会使牙底过宽或凹凸不平。
在实际工作中,可用观察法控制借刀量,当排出切屑像锡纸一样薄时,车出的螺纹表面粗糙度。值一定很小。
低速车螺纹时,****采用弹性刀杆,这种刀杆当切削力超过一定值时,车刀能自动让开,使切屑保持适当的厚度,可避免“扎刀”现象












铜螺母的另一主要的用途是注塑,加热后嵌入到塑料件里面或是直接模具注塑,如前所述,黄铜具有较好的导热性,如采用加热铜螺母后嵌入,一方面铜螺母可以迅速变热加快了工作效率,另一方面,加热后的铜螺母可以快速地将热量传导给塑料件,从而使塑料孔周边变软,利于压入孔内;那么,如果采用模具注塑效果会如果何呢?众所周知,PA/NYLOY/PET的熔点都在200°C以上,铜螺母被热熔进塑件后温度迅速变高,注塑成型后,塑料体迅速冷却结晶硬化,如果铜螺母温度还处在高温,结果将会是什么?聪明的你一定猜出来了,结果是铜螺母与塑件件接触的地方开发松脱或出现裂缝。所以注塑中使用铜材质的螺母而不是钢螺母。