常盛五金(图)_通风管道安装_咸宁通风管道
第一枪帮您来“拼单”,更多低价等你来!常盛五金(图)_通风管道安装_咸宁通风管道

- 名称咸安区宝塔常盛五金厂 【公司网站】
- 所在地中国
- 联系人 孙红军
- 价格 面议 点此议价
- 采购量 1
- 发布日期 2017-03-29 20:08 至 长期有效
常盛五金(图)_通风管道安装_咸宁通风管道产品详情
咸宁常盛五金厂为您提供****的防排烟系统的施工方案!为您展示生产过程:
一、 通风管道制作
1. 选料
咸宁常盛五金厂制造的风管和部件的板材应按设计要求选用,各系统的板材厚度应符合设计要求,制作前,首先检查所用材料必须有产品合格证明材质证明,若无上述文件,不得使用。
咸宁风管的钢板应为****板,不得有锈斑;外观上无氧化物和*、麻点、起皮等缺陷。其他辅材不能因具有缺陷导致产品强度的降低或影响使用效能。
接到加工单后,负责加工制作的责任师必须预先计算分析所需材料的数量,材料部门严格把关,确保节约材料。

2. 下料
严格遵守设计图纸及*相应的规定。板材在下科前必须进行校平。弯头、异径管等零部件必须采用联合角咬口。做好材料的节约工作,做到大料不小用,整料不零用,利用边角料加工小的零部件。
3. 剪切
咸宁常盛五金厂在剪切前进行下料复核,以免有误。复核后,接线形状采用机械剪板机,电动手剪及手动手剪进行剪切。剪切过程中要仔细、认真、不得跑线。剪切后,在咬口前进行剪口倒角,倒角必须用*倒角工具,以免出现误差。
4. 咬口
咸宁常盛五金厂在风管的咬口需按规定进行,圆形风管采用单平咬口,圆形风管部件采用单立咬口,矩形风管角咬口采用联合角咬口及接扣式咬口,矩形风管弯头、异径管等部件必须采用联合角咬口。咬口不得出现半咬口及胀裂等清况,以免成型后的风管漏风。对管径大的风管,需进行拼接,拼接缝要求平整,单节风管尽量减少拼接缝。 
5. 折方
咬口后的板料进行折方,首先需核对折方线,确认无误后进行折方,折方的关键是位置正确、角度准确,尤其对变径弯头及变径三通等零部件的折方角度必须准确以免影响管径。
6. 成型
风管成型前,应检查下料、咬口折方等工序是否无误,核对下料的几何尺寸是否正确。风管合口必须用木制榔头及木制打板,以免损坏镀锌层。风管合口必须打实、打严以免漏风,且四边平齐。
7. 铆接
风管与角钢法兰连接,管壁厚度<1.5mm,采用翻边铆接;铆接部位应在法兰外侧,管壁厚度>1.5mm,采用沿风管周边将法兰满焊。矩形风管边长大于等于630mm保温风管大于等于800mm,风管长度在1.2m以上的均应加固。风铆接时,不得出现偏压偏铆钉,胀裂钢板,漏铆等现象。

8. 翻边
翻边尺寸要均宽应≮6mm,咬口重叠处,翻边时应突出部分铲平。翻边使用的工具必须为木制榔头及木制打板,以免*镀锌层。
9. 口缝处理
完成风管翻边后,对风管外形进行检查,对风管翻边四角、三通角处咬口、拼料等有明显缝隙处涂密封胶。处理好的风管要擦试干净,按加工单标注,标在风管内侧注清相关文字、代号。成型后的风管经自检合格后,请质量检查员检查,合格后加盖*,杜*合格品出厂。
您知道咸宁咸宁有哪些****的风管生产制造厂家吗?咸宁常盛五金厂目前是咸宁地区****制造厂家之一!下面介绍一下施工安装事宜:
风管穿越需要封闭的防火、防爆的墙体或楼板时,应设预埋管或防护套管,其钢板厚度不应小于1.6mm。风管与防护套管之间,应用不燃且对*无危害的柔性材料封堵。
复合材料风管接缝应牢固,无孔洞和开裂。当采用插接连接时,接口应匹配、无松动,镀锌风管加工哪家好,端口缝隙不应大于5mm。

硬聚*风管的直管段连续长度大于20m,应按设计要求设置伸缩节;支管的重量不得由干管承受,必须自行设置支、吊架。
风管系统安装完毕后,应按系统类别进行严密性检验。
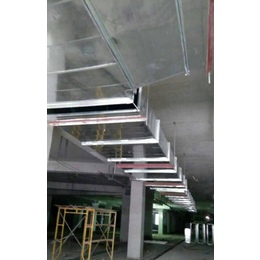
通风管道安装是保证通风管道完好及使用寿命的****后一道关口,怎样把好****后一道关口呢?咸宁常盛五金厂本着客户至上,质量至上的工匠 精神为您演示严格的安装流程!
1. 咸宁常盛五金厂风管安装工艺流程:
风管运至施工现场,向甲方、监理报检合格后,方可进行安装,其流程如下:
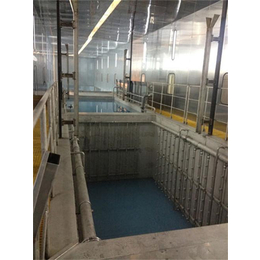
2. 咸宁常盛五金厂支吊架安装
(1)风管支吊架安装必须准确,膨胀螺栓规格与吊杆相同。
(2)吊架间距:

咸宁常盛五金厂风管水平安装:不大于3m;风管垂直安装:间距不大于4米,单根直管至少应有2个固*。
(3)支吊架不宜设置在风口、阀门、检查门及自控机构处;离风口或插接管的距离不宜小于200mm。
(4)当水平悬吊的主风管、干风管长度超过20米时,设置****摆动固*,每个系统不少于1个。
(5)防火阀直径或长边尺寸大于等于630mm时,设*支吊架。
(6)保温风管支架应设在保温层外,横担处垫木托****冷桥。