丝杠_利兴机械(在线咨询)_批量加工丝杠
第一枪帮您来“拼单”,更多低价等你来!丝杠_利兴机械(在线咨询)_批量加工丝杠
- 名称济宁利兴精密机械制造有限公司 【公司网站】
- 所在地中国
- 联系人 全经理
- 价格 面议 点此议价
- 采购量 1
- 发布日期 2018-03-26 14:44 至 长期有效
丝杠_利兴机械(在线咨询)_批量加工丝杠产品详情
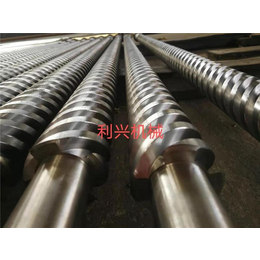
梯形螺纹丝杠是应用很广泛的传动螺纹,分为米制和英制两种。英制梯形螺纹的牙型角为29°(在我国应用较少),我国主要应用米制梯形螺纹,其牙型角为30°。
1.正确认知梯形螺纹标记
梯形螺纹的标记由螺纹代号、公差代号及旋合长度代号组成,彼此用“—”分开。根据*规定,梯形螺纹代号由种类代号Tr和螺纹“公称直径×导程”来表示,由于标准对内螺纹小径D1和外螺纹大径只规定了一种公差带(4H、4h),规定外螺纹小径d3的公差位置永远为h的丝杠基本偏差为零。公差等级与中径公差等级数相同,而对内螺纹大径D4,标准只规定下偏差(即基本偏差)为零,而对上偏差不作规定,因此梯形螺纹丝杠仅标记中径公差带,并代表梯形螺纹公差(由表示公差带等级的数字及表示公差带位置的字母组成)
丝杠螺纹的旋合长度分为三组,分别称为短旋合长度(S)、中旋合长度(N)和长旋合长度(L)。在一般情况下,中等旋合长度(N)用的较多,可以不标注。
梯形螺纹副的公差代号分别注出内、外螺纹的公差带代号,前面是内螺纹公差带代号,后面是外螺纹公差带代号,中间用斜线分隔。
标记示例:
丝杠螺纹代号
单线螺纹丝杠:T*×6-7H-L
Tr:螺纹种类代号(梯形螺纹)
40:公称直径
6:导程(对于单线螺纹而言,导程即为螺距)
7H:内螺纹公差代号
L:旋合长度代号










丝杠车削的基本方法
车台阶外圆车削的步骤和方法
相邻两圆柱体直径差值小于2mm的低台阶可采用90?偏刀一次进给车出。直径差大于2mm的高台阶宜用两把车刀分几次车削,先用一把主偏角小于90?的车刀粗车,用几次进给来完成。台阶长度的控制,一般用车刀刻线痕来确定。具体有三种方法:一种是用刀尖对准台阶端面时,记住该处大拖板的刻度值(或将刻度调到“0”,再转动大拖板手柄将车刀移到所需长度处,开车用车刀划线痕。另外两种方法是用钢尺或深度卡尺量出待车台阶长度,再将车刀尖移至该处,撤走钢尺或深度卡尺,开车用刀尖划痕。对于批量生产的长度控制可以用样板或行程挡块来控制。





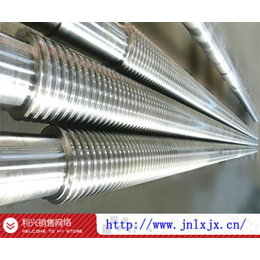
丝杠径向切削力相互抵消,清除了细长丝杠切削容易变形的缺陷。同时精车刀的负后角形成的刀面对工件产生摩擦,使之起到一定的压光作用,改进了表面质量,****了劳动生产效率。细长丝杠由于其长径比较大、散热性能差,车削细长丝杠不仅生产效率很低,而且质量不易保证。所以,为了****劳动生产效率和工作质量,提出解决车削细长丝杠难题的方法。但必须针对具体情况和不同要求单独或混合采用,才能达到预期的效果