您是不是要采购
3pe螺旋防腐钢管生产厂家大爆料
第一枪帮您来“拼单”,更多低价等你来!3pe螺旋防腐钢管生产厂家大爆料
- 名称河北友元管道制造有限公司 【公司网站】
- 所在地中国 河北 沧州 盐山县
- 联系人 刘洋
- 价格 ¥3000元/吨 点此议价
- 采购量 1吨
- 发布日期 2018-03-10 13:26 至 长期有效
热线:13315749894
来电请说明在第一枪看到,谢谢!
3pe螺旋防腐钢管生产厂家大爆料产品详情
查看全部焊接钢管/焊管产品>>
- 品牌/厂家:其他
- 材质:碳素管
- 焊缝形式:螺旋管/螺旋焊管
- 涂层:其他
- 牌号:868
在对管道3PE防腐层的行业标准SY/T4013-95进行修订过程中,根据实际生产应用需要,对防腐层厚度指标进行了重新研究.通过详细研究国外PE防腐层厚度确定依据,并调研分析国内3PE防腐管的实际应用情况,认为应该继续沿用依据德国DIN30670标准制定的3PE防腐层厚度指标;同时通过实际涂敷试验和检测分析,认为可以适当降低焊缝部位防腐层的厚度要求(不得低于管体防腐层厚度规定值的70%).该研究结果作为新版技术标准SY/T0413-2002及有关的管道工程企业标准的内容,在近两年的实际应用中取得了良好的社会和经济效益。

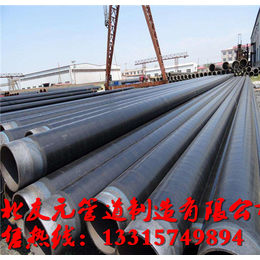
3PE防腐:
管道三层PE防腐结构:一层环氧粉末(FBE>100um),第二层胶粘剂(AD)170~250um,第三层聚乙烯(PE)2.5~3.7mm。三种材料融为一体,并与钢管牢固结合形成优良的防腐层。
管径范围Φ60~Φ1420
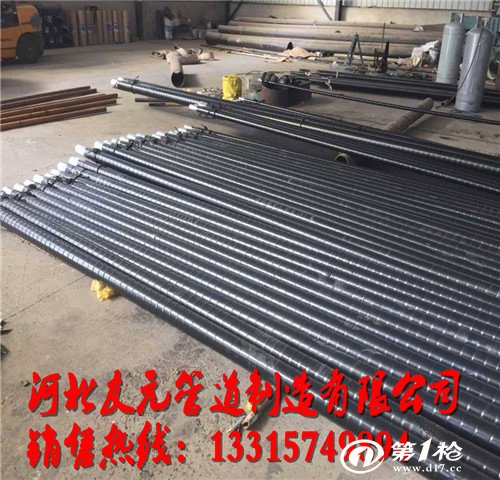
2PE防腐钢管:
管道二层PE防腐结构,一层胶粘剂(AD),第二层聚乙烯(PE),二种材料融为一体,各层厚度同三层PE相同
标准:SY/T0413-2002 埋地钢制管道聚乙烯防腐层技术标准
GB/T23257-2009 埋地钢制管道聚乙烯防腐层技术标准
3PE防腐钢管生产厂家从而具有生产率高,可靠性好和自动化程度****等特点。1.工件清理顺序:上料支架→上料机构上料→进入抛丸室→抛丸处理(工件边前进边旋转)→送出抛丸室→下料机构下料→下料支架。2.弹丸循环顺序:弹丸储存→流量控制→抛丸处理工件→斗式提升机垂直提升→丸渣分离→(再循环)抛丸器。

本设备选用的抛丸器为单元盘曲线叶片,它是我们应用****技术经精密加工安装而成,主要由叶轮、高轴与高轴承做、罩壳、定向套、分丸轮、叶片、护板、传动装置、电机与轴承等零部件组成。该抛丸器为单元结构,因此弹丸的流入性能好,单位功率的抛射量大,该抛丸器的叶轮体靠近主轴端,结构合理,布置合理紧凑,维修方便。
3PE防腐钢管经抛丸除锈后,在进行下道工序环氧粉末高压静电喷涂前,采用微尘处理装置对钢管的外表面进行二次处理,将钢管外表面残留的锈粉微尘清除干净,并应在4小时内进行环氧粉末涂料的涂敷,若超过4小时或钢管表面出现返锈时,必须重新进行表面预处理。钢管表面进行微尘处理时,应先起动除尘装置上的引风机,再启动除尘电机;若生产需中断时,应先按下除尘电机停止按钮,再停止引风机工作。定时清理旋风吸尘器内的粉尘,避免堆积过量,影响除尘效果。


启动微尘装置后,应经常检查引风机的工作情况。除尘电****应按期*,确保正常工作。3PE防腐钢管在进行防腐生产时,每小时应至少检查一次钢管表面微尘处理情况。钢管预热经微尘处理后的钢管,在进行环氧粉末涂敷前,应****行预热处理,采用KGPS-750uw恒功率中频机给钢管进行加热,预热温度必须符合环氧粉末涂料所要求的温度,但****不得超过275℃。
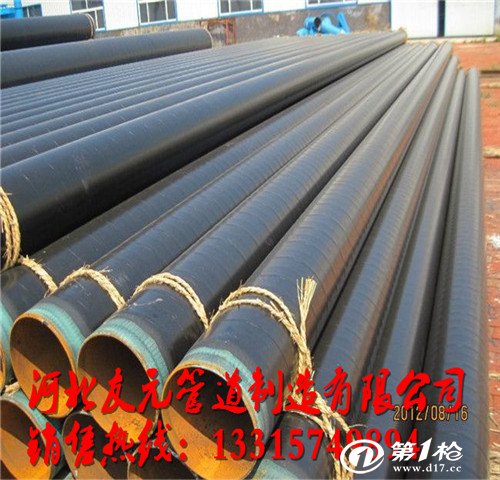
3PE防腐:
管道三层PE防腐结构:一层环氧粉末(FBE>100um),第二层胶粘剂(AD)170~250um,第三层聚乙烯(PE)2.5~3.7mm。三种材料融为一体,并与钢管牢固结合形成优良的防腐层。
管径范围Φ60~Φ1420
2PE防腐钢管:
管道二层PE防腐结构,一层胶粘剂(AD),第二层聚乙烯(PE),二种材料融为一体,各层厚度同三层PE相同
标准:SY/T0413-2002 埋地钢制管道聚乙烯防腐层技术标准
GB/T23257-2009 埋地钢制管道聚乙烯防腐层技术标准
3PE防腐钢管生产厂家从而具有生产率高,可靠性好和自动化程度****等特点。1.工件清理顺序:上料支架→上料机构上料→进入抛丸室→抛丸处理(工件边前进边旋转)→送出抛丸室→下料机构下料→下料支架。2.弹丸循环顺序:弹丸储存→流量控制→抛丸处理工件→斗式提升机垂直提升→丸渣分离→(再循环)抛丸器。
本设备选用的抛丸器为单元盘曲线叶片,它是我们应用****技术经精密加工安装而成,主要由叶轮、高轴与高轴承做、罩壳、定向套、分丸轮、叶片、护板、传动装置、电机与轴承等零部件组成。该抛丸器为单元结构,因此弹丸的流入性能好,单位功率的抛射量大,该抛丸器的叶轮体靠近主轴端,结构合理,布置合理紧凑,维修方便。
3PE防腐钢管经抛丸除锈后,在进行下道工序环氧粉末高压静电喷涂前,采用微尘处理装置对钢管的外表面进行二次处理,将钢管外表面残留的锈粉微尘清除干净,并应在4小时内进行环氧粉末涂料的涂敷,若超过4小时或钢管表面出现返锈时,必须重新进行表面预处理。钢管表面进行微尘处理时,应先起动除尘装置上的引风机,再启动除尘电机;若生产需中断时,应先按下除尘电机停止按钮,再停止引风机工作。定时清理旋风吸尘器内的粉尘,避免堆积过量,影响除尘效果。
启动微尘装置后,应经常检查引风机的工作情况。除尘电****应按期*,确保正常工作。3PE防腐钢管在进行防腐生产时,每小时应至少检查一次钢管表面微尘处理情况。钢管预热经微尘处理后的钢管,在进行环氧粉末涂敷前,应****行预热处理,采用KGPS-750uw恒功率中频机给钢管进行加热,预热温度必须符合环氧粉末涂料所要求的温度,但****不得超过275℃。
以上内容为3pe螺旋防腐钢管生产厂家大爆料,本产品由河北友元管道制造有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报
该公司其他产品
江湖通产品
查看全部焊接钢管/焊管产品>>
