南通深孔钻枪钻_中捷数控深孔钻*_深孔钻枪钻公司
第一枪帮您来“拼单”,更多低价等你来!南通深孔钻枪钻_中捷数控深孔钻*_深孔钻枪钻公司

- 名称南阳市中捷数控科技有限公司 【公司网站】
- 所在地中国
- 联系人 jiangzhiyong
- 价格 面议 点此议价
- 采购量 1
- 发布日期 2016-12-22 14:20 至 长期有效
南通深孔钻枪钻_中捷数控深孔钻*_深孔钻枪钻公司产品详情
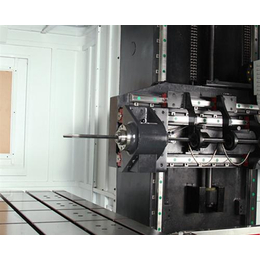
用于深孔加工深孔钻床切削时的5种状态
深孔钻是一种用于深孔加工的机床,拥有快速、****、稳定的深孔加工特点。机床的加工孔径范围2.5-32mm,有效加工深度一次性可达1600mm,工作台较大载重可达17吨。本机采用****的数控操作系统,钻孔*。广泛应用于模具制造、机械制造、汽车制造等行业。
1、深孔钻的排屑情况:
切削中产生的切削热有80-90%在切削刃上,所以如何使切屑尽快地脱离刀具是个重要问题。为此,首先要解决钻头槽形的设计问题。具有抛物线槽形的深孔钻,钻削时产生的切屑没有卷曲的背曲线,其切屑的流动方向为直线形,切屑稍稍扭曲成缎带状,并沿着特别大角度的螺旋槽迅速地排到孔外,此外,该深孔钻钻芯无锥度,所以排屑很通畅。
2、深孔钻的润滑和冷却
深孔钻的冷却和普通麻花钻的冷却方式一样。该深孔钻与孔壁之间空隙比较大,且缎带形切屑是沿着槽面上升的,在这个槽面的相对背面处有很大的空隙,润滑冷却液可以由此进入到相当的深度,因此该深孔钻钻尖的润滑和冷却非常好,可保证****率深孔加工。
3、刀具有防振
钻孔过程中产生自激振动,会影响到钻孔质量,如孔的直径扩涨量,孔的椭园度和表面粗糙度,孔的直径性,影响钻头的*度等。该深孔钻芯为普通麻花钻芯厚的2-3倍,横截面积比多10-20%,从而****钻头的刚性。所以,深孔钻可以加工出比普通麻花钻度更多,直线性更好,孔变形更小和光洁度更高的孔。

4、****钻芯速度
深孔钻采用十字修磨法,不仅定心好,减少轴向力,而且使钻芯部分有所****。十字刃磨等于一个钻头出现四条切削刃,使横刃得到30-80的前角,作为第二切削刃进行切削,改变了普通麻花钻芯处副前角现象,****刀尖强度,使切削流通,积屑瘤减少,加工效率及加工精度得到了飞跃的****。
5、深孔钻所加工的孔的质量
(1)孔的直线性相当好,打完后,钻头可以很顺利通过。
(2)孔的扩涨量:一般在扩大0.1mm左右。
(3)倾斜度为:1.5/1000以下。
(4)表面粗糙度根据被加工材料而言比普通麻花钻高*。

传统台式钻床相比可调多轴深孔钻床的优越性
在深孔钻床中分有三类钻床,其中应用****广泛的是立式钻床,我们经常说的可调多轴钻床就是属于立式钻床中的一类,他的体积一般比较大通常都是再带工作台或者安装在*工作台上,进项批量的小型孔加工。
可调多轴钻床一般直径比较小,在25毫米以下,具有液压跟皮带带动两种电机,主轴的给进可以实现机器的自动给进,传统的台式钻床一般都只有皮带带动,而且给进的嘶吼必须通过手动给进,立式钻床在这一方面有了明显的改进提升。

立式钻床中主轴可以实现无级变速,由液压电机进行改变,在结构上更加具有快捷性和安全性,而传统的立式钻床一般都是分有五个等级的变速,透过顶端的圆柱进行移动看,需要手动去调节手柄。
其中更值得一提的是可调多轴深孔钻床,它完全可以实现主轴的自动性的灵活移动,不用在手工进行,这样大大****了加工的范围以及加工的效率,在这之前的钻床大都需要先将头家放低调整把手,手动移动到所需位置之后在锁住螺丝扳手,这样就限制住了加工工件的时间,而且****性也会有所偏差。

深孔钻床浅析线切割加工中模板变形处理方法
电火花线切开机床在加工过程中模板变形疑问的处理方法之:
一、凸模板加工中的变形剖析
通常状况下,凸模外形规矩时,线切开加工常将预留衔接有些(暂停点,即为使工件在*次的粗割后不与毛坯*别离而预留下的一小段切开轨迹线)留在平面方位上,大有些精割结束后,对预留衔接有些只做一次切开,今后再由钳工修磨平坦,这么可减少凸模在中走丝线切开上的加工费用。硬质合金凸模因为资料硬度高及形状细长等特色,致使加工速度慢且简单变形,格外在其形状不规矩的状况下,预留衔接有些的修磨给钳工带来很大的难度。因而在中走丝线切开加工期间可对工艺进行恰当的调整,使外形尺度精度到达请求,革除钳工安装前对暂停点的修磨工序。
因为硬质合金硬度高,切开厚度大,致使加工速度慢,改变变形严重,大有些外形加工及预留衔接有些(暂停点)的加工均采取4次切开方法且两有些的切开参数和偏移量(Offset)均共同。切开电****丝(钼丝)偏移量加大至0.15—0.18mm,以使工件充沛开释内应力及*改变变形,在后边3次可以有满足余量进行精割加工,这么可使工件****终尺度得到确保。
二、凹模板加工中的变形剖析
在线切开加工前,模板已进行了冷加工、热加工,内部已发生了较大的残留应力,而残留应力是一个相对平衡的应力体系,在线切开去掉很多废料时,应力跟着平衡遭到损坏而开释出来。
因而,模板在线切开加工时,跟着原有内应力的作用及火花放电所发生的加工热应力的影响,将发生不定向、无规矩的变形,使后边的切开吃刀量厚薄不均,影响了加工质量和加工精度。对于此种状况,对精度请求对比高的模板,通常采用4次切开加工。*次切开将所有型孔的废料切掉,取出废料后,再由机床的自动移位功能,完成第2次、第3次、第4次切开。a切开*次,取废料→b切开*次,取废料→c切开*次,取废料→……→n切开*次,取废料→a切开第2次→b切开第2次→……→n切开第2次→a切开第3次→……→n切开第3次→a切开第4次→……→n切开第4次,加工结束。

这种切开方法能使每个型孔加工后有满足的时刻开释内应力,能将各个型孔因加工次序不一样而发生的相互影响、微量变形下降到较小程度,较好地确保模板的加工尺度精度。可是这么加工时刻太长,穿丝次数多,作业量大,增加了模板的制作本钱。别的机床自身随加工时刻的延伸及温度的波动也会发生蠕变。因而,根据实际丈量和对比,模板在加工精度答应的状况下,可采用*次一致加工取废料不变,而将后边的2、3、4次合在一起进行切开(即a切开第2次后,不移位、不拆丝,紧接着割第3、4次→b→c……→n),或省去第4次切开而做3次切开。这么切开完后经丈量,形位尺度基本符合请求。这么既****了出产功率,又下降人工,因而也下降了模板的制作本钱。