无锡焊管、无锡舜企贸易(****商家)、无锡焊管哪家好
第一枪帮您来“拼单”,更多低价等你来!无锡焊管、无锡舜企贸易(****商家)、无锡焊管哪家好

- 名称无锡舜企贸易有限公司 【公司网站】
- 所在地中国
- 联系人 李玮琳
- 价格 面议 点此议价
- 采购量 1
- 发布日期 2016-12-10 15:59 至 长期有效
无锡焊管、无锡舜企贸易(****商家)、无锡焊管哪家好产品详情
焊管厂家对造成高频焊管表面划伤的原因分析
焊管厂家在生产高频焊管的过程中,会遇到管表面被划伤的状况,究其造成这样的主要原因是由于导向辊和挤压辊造成。下面来具体分析下。
1.由导向辊造成的划伤一般发生在高频焊管的两侧,划伤的特点为创面比较大,连续性较强。原因包括:
(1)导向套的高度位置不正确,如导向辊轴承损坏,导向辊不能很好的控制高频焊管,使之与导向套产生磨擦造成划伤。
(2)当导向辊偏离高频焊管生产线轧制中心线太大时,导向套和导向辊的轴线相对差太大,造成高频焊管两侧划伤。
2.由高频焊接挤压辊造成的划伤,主要发生在高频焊管的底部。原因包括:
(1)孔型不吻合,造成高频焊管表面划伤,孔型不吻合的因素有:挤压辊轴承损坏、挤压辊轴向窜动、挤压辊孔型大小不一样、两挤压辊高度位置不同、挤压辊轴弯曲及装配不稳定等。
(2)挤压辊高度不匹配。挤压辊孔型的下边缘应与轧制线的高度一致,而导向辊的高度是由高频焊管壁厚决定的。如果导向辊太低时,挤压辊孔型的边缘圆角就会对高频焊管的底部造成划伤。
(3)挤压辊上挤压力不足。特别是两辊结构的挤压辊装置,当上挤压力不足时,在高频焊管张力的作用下,辊轴就会出现上仰角,使孔型边缘R圆角突出,从而造成高频焊管下部的划伤。当挤压辊孔型R圆角磨锐后,就会加重划伤。


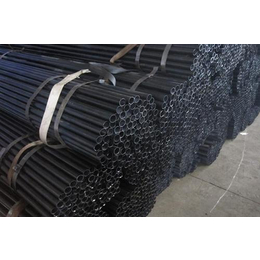
焊管
焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产*,品种规格多,设备****少,但一般强度低于无缝钢管。
无锡舜企贸易有限公司是一家****生产各类不锈钢管的厂家。无锡舜企贸易有限公司全体工作人员热忱欢迎您拨打图片上的号码与我们联系。无锡舜企贸易有限公司期待与您的合作。
无锡舜企贸易有限公司


焊管的在线热处理过程
钢带进行辊弯成型过程中,会产生加工硬化,不利于管材的后期加工,特别是进行弯管加工。焊管在焊接过程中,焊缝处会产生粗大的晶粒*,在焊缝处会存在焊接应力,特别是在焊缝与母材连接处,由于不同的*形态,会在后期使用过程中造成开裂隐患。需要使用热处理设备消除加工硬化、细化晶粒*。
目前常用采用的热处理工艺为氢气保护气氛下的光亮固溶处理,将不锈钢管材加热到1050°以上,经过一段时间的保温,是内部*形态发生转变,形成均匀的奥氏体*,在氢气气氛保护下,不发生氧化。
采用的设备为在线光亮固溶(退火)设备。设备与辊弯成型机组连接,在焊管同时在线进行光亮固溶处理,加热设备采用中频或高频电源进行快速加热。通入纯氢或氢氮气氛进行保护。退火后的管材硬度控制在180±20HV既可以满足后期加工和使用要求。

该公司其他产品




江湖通产品
-
 SM520B酸洗板
¥20.0元/千克
SM520B酸洗板
¥20.0元/千克
-
 ST44-2G酸洗板
¥20.0元/千克
ST44-2G酸洗板
¥20.0元/千克
-
 B590GJA酸洗板
¥20.0元/千克
B590GJA酸洗板
¥20.0元/千克
-
 西安粉煤灰厂家*粉煤灰二级粉煤灰超细粉销售
¥35.0元/件
西安粉煤灰厂家*粉煤灰二级粉煤灰超细粉销售
¥35.0元/件