注塑加工,注塑加工价格,注塑加工厂家哪家强
第一枪帮您来“拼单”,更多低价等你来!注塑加工,注塑加工价格,注塑加工厂家哪家强

- 名称海安县飞犇塑业有限公司 【公司网站】
- 所在地中国
- 联系人 陈飞
- 价格 面议 点此议价
- 采购量 1
- 发布日期 2016-12-06 12:53 至 长期有效
注塑加工,注塑加工价格,注塑加工厂家哪家强产品详情
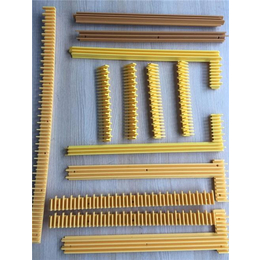
注塑加工是指委托方提供原料和模具,注塑加工厂家按照委托方要求制造注塑产品并收取加工费的业务。

注塑加工是一门知识面广,技术性和实践性很强的行业。注塑生产过程中需使用塑胶原料、色粉、水口料、模具、注塑机、周边设备、工装夹具、喷剂、各种辅料及包装材料等,这些给注塑车间的管理带来了很大的工作量和一定的难度,与其它行业或部门相比,对注塑车间各级管理人员的要求更高。
注塑产品成型过程中的成型周期
完成一次注射模塑过程所需的时间称成型周期,也称模塑周期。它实际包括以下几部分:成型周期:成型周期直接影响劳动生产率和设备利用率。因此,在生产过程中,应在保证质量的前提下,尽量缩短成型周期中各个有关时间。
在整个成型周期中,以注射时间和冷却时间****重要,它们对制品的质量均有决定性的影响。注射时间中的充模时间直接反比于充模速率,生产中充模时间一般约为3-5秒。

注射时间中的保压时间就是对型腔内塑料的压力时间,在整个注射时间内所占的比例较大,一般约为20-120秒(特厚制件可高达5~10分钟)。在浇口处熔料封冻之前,保压时间的多少,对制品尺寸准确性有影响,若在以后,则无影响。保压时间也有****惠值,已知它依赖于料温,模温以及主流道和浇口的大小。如果主流道和浇口的尺寸以及工艺条件都是正常的,通常即以得出制品收缩率波动范围****小的压力值为准。
冷却时间主要决定于制品的厚度,塑料的热性能和结晶性能,以及模具温等。冷却时间的终点,应以保证制品脱模时不引起变动为原则,冷却时间性一般约在30~120秒钟之间,冷却时间过长没有必要,不仅降低生产效率,对复杂制件还将造成脱模困难,强行脱模时甚至会产生脱模应力。 成型周期中的其它时间则与生产过程是否连续化和自动化以及连续化和自动化的程度等有关。
各种塑料的流动性也因各成型因素而变,主要影响的因素有如下几点:
①温度料温高则流动性*,但不同塑料也各有差异,PS(尤其耐冲击型及MFR值较高的)、PP、PA、PMMA、改性聚苯乙烯(如ABS、AS)、PC、CA等塑料的流动性随温度变化较大。对PE、POM、则温度增减对其流动性影响较小。所以前者在成型时宜调节温度来控制流动性。
②压力注塑压力*则熔融料受剪切作用大,流动性也*,特别是PE、POM较为敏感,所以成型时宜调节注塑压力来控制流动性。
③模具结构浇注系统的形式,尺寸,布置,冷却系统设计,熔融料流动阻力(如型面光洁度,料道截面厚度,型腔形状,排气系统)等因素都直接影响到熔融料在型腔内的实际流动性,凡促使熔融料降低温度,增加流动性阻力的则流动性就降低。模具设计时应根据所用塑料的流动性,选用合理的结构。成型时则也可控制料温,模温及注塑压力、注塑速度等因素来适当地调节填充情况以满足成型需要。