南昌顶针深孔钻,采购顶针深孔钻,顶针深孔钻哪家好(多图)
第一枪帮您来“拼单”,更多低价等你来!南昌顶针深孔钻,采购顶针深孔钻,顶针深孔钻哪家好(多图)

- 名称南阳市中捷数控科技有限公司 【公司网站】
- 所在地中国
- 联系人 jiangzhiyong
- 价格 面议 点此议价
- 采购量 1
- 发布日期 2016-12-05 11:38 至 长期有效
南昌顶针深孔钻,采购顶针深孔钻,顶针深孔钻哪家好(多图)产品详情
深孔钻铰孔及注意事项
1浮动铰刀的设计
扩孔有纠正位置精度的能力,实践证明。而铰刀铰孔只能保证尺寸、形状精度和减少孔的外表粗糙度,但不能有时,纠正孔的位置精度。由于机床的振动,甚至铰出的孔会变椭圆。当孔的尺寸精度、形状精度要求比较高往往还要再按排一次手铰加工。外表粗糙度要求又比较小时。*孔的圆柱度要求很高,为避免常规可预先设计具有自动定心功能的浮动铰刀,机用铰孔容易铰出椭圆孔的现象。选用 直柄机用铰为让铰刀起到浮动的作用,刀。再设计一辅助夹具,辅助夹具的装置孔要比铰刀的夹持柄部大2~3mm然后将铰用4~5mm钻头将装置孔连铰刀柄一起钻出一个*孔,刀套在辅助夹具的装置孔上。然后用圆柱销将铰刀安装的浮动铰刀的辅助装置建议好采用莫辅助夹具上即可得到简易的浮动铰刀。为****的铰刀铰削时的刚性和夹紧力。氏5钻夹头装夹。

2铰刀的选用和保护
因此,铰孔的精度主要决定于铰刀的尺寸。铰刀建议选择被加工孔公差带中间1/3左右的尺寸。零件要铰 则铰刀尺寸建议好选择 mm尺寸的铰刀。选用时,mm孔。铰刀刃口必须锋利,没有崩刃和毛刺。不用时,工作(刃不允许碰毛。一般选用规范的高速钢机用铰刀,口)局部用塑料套和软麻布保护。若采用硬质合金铰刀,因硬容易使铰出的孔变大,质合金刀头的切削刃没有高速钢的锋利。故一般要事先对铰刀进行试铰,再根据铰出孔修正铰刀的直径,实际尺寸对铰刀进行研磨。直至铰出合适的孔。
3调整尾座轴线
必需先调整尾座套筒轴线,铰孔前。使之与主轴轴线重合,同轴度建议好找正在0.02mm之内,以****铰孔时孔的位置精度。
4选择合理的铰削用量
为了得到较小的外表粗糙度值,用铰刀时。****发生刀瘤,减少切削热及变形,宜采用较小的切削速度,一般因尺寸精度要求较高,较好小于5m/mm进给量取0.2~1mm/r对铰削 mm孔。故铰削时车床转数要选得取n=30~50r/min建议不超过100r/min较低些。

5选择合理的切削液
切削液对孔的扩胀量和孔的外表粗糙度有一定的关系。实践证明,铰孔时。干切削和非水溶性切削液的铰削铰出的孔径比铰刀的实际直径稍微大一些,情况下。干切削较大。而用水溶性切削液(如乳化液)铰出的孔当使用新铰刀铰削钢料时,稍微小一些。因此。可选用10%~20%乳化液作切削液,这样铰出的孔不容易扩大;宜采用30%菜油加70%肥皂水;当铰孔要求更高时,当铰孔要求较高时。可茶油、柴油、猪油等。对铰削 尺寸要求较高,mm孔。实验证明,用97%柴油加3%机油作切削液,铰出的孔尺寸精度及外表粗糙度更好些。
深孔钻阐述数控车床的介绍
数控车床又称为 CNC车床,即计算机数字控制车床,是目前国内使用量较大,覆盖面较广的一种数控机床,约占数控机床总数的25%。

数控机床是集机械、电气、液压、气动、微电子和信息等多项技术为一体的机电一体化产品。是机械制造设备中具有*、****率、高自动化和高柔性化等优点的工作母机。数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比是衡量一个*国民经济发展和工业制造整体水平的重要标志之一。数控车床是数控机床的主要品种之一,它在数控机床中占有非常重要的位置,几十年来一直受到*的普遍重视并得到了迅速的发展。
数控车床、车削中心,是一种*、****率的自动化机床。它具有广泛的加工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹。具有直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中发挥 了良好的经济效果。
近几年,深孔钻不知不觉被人们广泛使用,要讲历史的话深孔钻的年龄还不够悠久,深孔钻的发展和应用也就是****近几年的事情。和其他传统的深孔加工工艺相比的话,深孔钻是非常年轻但又非常实用的一种工艺。

在现在深孔加工机械设备的市场上,深孔钻的应用是非常普遍存在的,各种的深孔钻床的出现也是现代深孔加工产业发展的一个重要标志。
深孔钻在工作的时候要经过的工序是非常多的,要应用到的工具材料也不少,其中有一项是非常不显眼又是非常关键的存在,它就切削液了。深孔钻所选用的切削液也是有不少要求的。
切削液的存在很多时候也可以算是一种冷却液,在深孔钻工作的时候切削液需要起到良好的冷却作用。在降低这个工作环境温度的同时也能有效的减少屑瘤的出现。另外作为切削液的作用更是明显,不仅需要有很好的润滑性,并且这种润滑性不会因为温度的升高而减少。
除此之外,切削液的存在还能有利于深孔钻工作时的碎屑排除。不难发现,在对切削液的要求上是很多的,也之后这样的切削液才能满足深孔钻工作的需求。

中捷数控专注于数控深穿孔领域,自成立以来一直保持高速发展。主营产品有:三轴数据深钻孔,四轴多功能深钻孔,五轴钻铣中心,轴类深钻孔以及其他****行业*钻。
该公司其他产品





江湖通产品
-
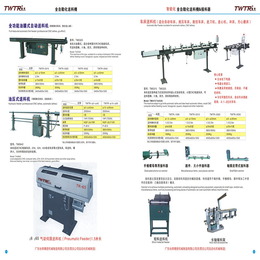 宁波台荣棒材油浴送料机 别名油压送料架 可送直径6-50mm
¥10000.0元/件
宁波台荣棒材油浴送料机 别名油压送料架 可送直径6-50mm
¥10000.0元/件
-
 DZSF系列直线振动筛
面议
DZSF系列直线振动筛
面议





