深孔钻钻杆哪家好(图)、深孔钻钻杆加工厂、安徽深孔钻钻杆
第一枪帮您来“拼单”,更多低价等你来!深孔钻钻杆哪家好(图)、深孔钻钻杆加工厂、安徽深孔钻钻杆

- 名称南阳市中捷数控科技有限公司 【公司网站】
- 所在地中国
- 联系人 jiangzhiyong
- 价格 面议 点此议价
- 采购量 1
- 发布日期 2016-12-01 21:06 至 长期有效
深孔钻钻杆哪家好(图)、深孔钻钻杆加工厂、安徽深孔钻钻杆产品详情
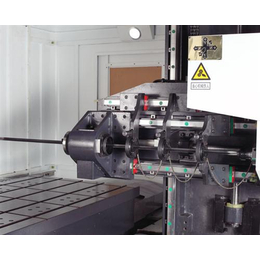
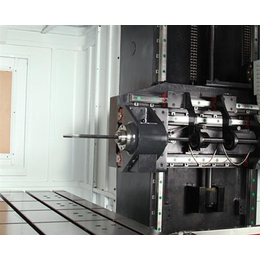
用于深孔加工深孔钻床切削时的5种状态
深孔钻是一种用于深孔加工的机床,拥有快速、****、稳定的深孔加工特点。机床的加工孔径范围2.5-32mm,有效加工深度一次性可达1600mm,工作台较大载重可达17吨。本机采用****的数控操作系统,钻孔*。广泛应用于模具制造、机械制造、汽车制造等行业。
1、深孔钻的排屑情况:
切削中产生的切削热有80-90%在切削刃上,所以如何使切屑尽快地脱离刀具是个重要问题。为此,首先要解决钻头槽形的设计问题。具有抛物线槽形的深孔钻,钻削时产生的切屑没有卷曲的背曲线,其切屑的流动方向为直线形,切屑稍稍扭曲成缎带状,并沿着特别大角度的螺旋槽迅速地排到孔外,此外,该深孔钻钻芯无锥度,所以排屑很通畅。
2、深孔钻的润滑和冷却
深孔钻的冷却和普通麻花钻的冷却方式一样。该深孔钻与孔壁之间空隙比较大,且缎带形切屑是沿着槽面上升的,在这个槽面的相对背面处有很大的空隙,润滑冷却液可以由此进入到相当的深度,因此该深孔钻钻尖的润滑和冷却非常好,可保证****率深孔加工。
3、刀具有防振
钻孔过程中产生自激振动,会影响到钻孔质量,如孔的直径扩涨量,孔的椭园度和表面粗糙度,孔的直径性,影响钻头的*度等。该深孔钻芯为普通麻花钻芯厚的2-3倍,横截面积比多10-20%,从而****钻头的刚性。所以,深孔钻可以加工出比普通麻花钻度更多,直线性更好,孔变形更小和光洁度更高的孔。

4、****钻芯速度
深孔钻采用十字修磨法,不仅定心好,减少轴向力,而且使钻芯部分有所****。十字刃磨等于一个钻头出现四条切削刃,使横刃得到30-80的前角,作为第二切削刃进行切削,改变了普通麻花钻芯处副前角现象,****刀尖强度,使切削流通,积屑瘤减少,加工效率及加工精度得到了飞跃的****。
5、深孔钻所加工的孔的质量
(1)孔的直线性相当好,打完后,钻头可以很顺利通过。
(2)孔的扩涨量:一般在扩大0.1mm左右。
(3)倾斜度为:1.5/1000以下。
(4)表面粗糙度根据被加工材料而言比普通麻花钻高*。

深孔钻加工中****加工精度的措施

在深孔钻加工中****长出现的问题有钻孔偏斜、导向块磨损大等问题。在加工过程解决这些问题的措施有:
1. 加强导向以减小钻孔偏斜
2. 适当增加钻头锋角,可减小钻削径向力,有利于在深孔钻加工中降低导向块的磨损和减小钻孔的偏斜度。
3. 改变钻头角度和刀齿宽度,必须保证径向合力始终压向导向块,*允许偏离导向块方向。径向力既不可太小,也不可太大。太小的径向力会使钻头导向削弱,容易产生振动;太大的径向力容易*导向块的油膜,使导向块磨损较快。所以在深孔钻加工中要十分注意此问题。
深孔钻床排屑不畅现象要怎样解决?
深孔钻床在使用的时候,我们偶尔会发现深孔钻床会出现排屑不畅的现象,这是怎样的情况呢?很多的消费者们很不理解,今天,东莞中捷就为大家简单的介绍下吧。

在深孔钻床出现排屑不畅的时候,我们可以调整混合浓度,加大冷却液的用量;还可以通过检查液体压力,但要记住是在关闭混合阀门以后,液路压力调整到2.5-3.0mp之间;更换刀具以后,观察切削情况,并且对切削参数做出必要的调整;通过检查深孔钻床刀具的出气孔是否被堵塞,另外检查刀具,有必要时重磨刀具;通过检查气体压力,气压的下限必须在5Kg以上,小于10mm的孔处的压力应该更高一些。
中捷数控专注于数控深穿孔领域,自成立以来一直保持高速发展。主营产品有:三轴数据深钻孔,四轴多功能深钻孔,五轴钻铣中心,轴类深钻孔以及其他****行业*钻。