您是不是要采购
三丰,范格欧设备(****商家),昆山三丰代理商
第一枪帮您来“拼单”,更多低价等你来!三丰,范格欧设备(****商家),昆山三丰代理商

- 名称苏州范格欧精密设备有限公司 【公司网站】
- 所在地中国
- 联系人 李世华
- 价格 面议 点此议价
- 采购量 1
- 发布日期 2016-09-29 22:18 至 长期有效
热线:13913051885
来电请说明在第一枪看到,谢谢!
三丰,范格欧设备(****商家),昆山三丰代理商产品详情
查看全部掌上电脑/PDA产品>>
苏州范格欧精密设备有限公司
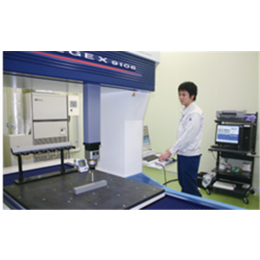
一、 测量方向的不同将引起不同的测量结果:
粗糙度测量时应垂直于加工痕迹的的方向上进行。不能确定加工痕迹的和非切削加工表面,应在几个不同的方向上进行测量,取恰当的值作为测量结果。
二、 不应在有表面缺陷的位置测量粗糙度:
在表面粗糙度评定中不应把表面缺陷,如气孔、划痕、沟槽等包含进行去,也不应作为表面粗糙度合格与否的指标。测量时应避开这些地方,以上缺陷应采用其它的方法进行判定。近期,大柴反应52D连杆大头孔粗糙度超差,我认为可能在有锈蚀的位置测量而导致的。因为此批连杆是因为生锈返回我公司的,在除锈过程中有的内孔留有锈斑,无法除净。

苏州范格欧精密设备有限公司
测量曲轴R角时应注意的其它问题:
1.起始点和终止点的位置。
2.取样长度。
3.测量头的角度。
结论:通过以上分析,为了尽量避免因为粗糙度问题而产生误判,一旦出现争议,应根据以上原理查找原因,是否存在不同的地方。当也存在仪器本身的误差,这里没做分析。

苏州范格欧精密设备有限公司
测量部位选择不合理:由于种种因素的影响,同一加工方法加工出的同一表面,不同部位的粗糙度值会不一样,因此在测量粗糙度数值时,应在不同部位上测量,对多次的测量结果进行分析。对于无特殊要求的粗糙度,应对进行多次测量的结果进行评价(即16%规则)。
16%规则所考虑的事实是,在一个单位测量距离内粗糙度的偶然超差并非在所有情况下都会影响到功能适用性(如热压配合表面)。发生这类情况时我们不是把构件立即放到一旁,而是反复测量一个或多个其它部位。对此按照所谓16%规则行事,它说的是允许有16%的测量值超过预先给定的Rz值。

以上内容为三丰,范格欧设备(****商家),昆山三丰代理商,本产品由苏州范格欧精密设备有限公司直销供应。
声明:第一枪平台为第三方互联网信息服务提供者,第一枪(含网站、小程序等)所展示的产品/服务的标题、价格、详情等信息内容系由会员企业发布,其真实性、准确性和合法性均由会员企业负责,第一枪概不负责,亦不负任何法律责任。第一枪提醒您选择产品/服务前注意谨慎核实,如您对产品/服务的标题、价格、详情等任何信息有任何疑问的,请与该企业沟通确认;如您发现有任何违法/侵权信息,请立即向第一枪举报并提供有效线索。我要举报
该公司其他产品




江湖通产品
查看全部掌上电脑/PDA产品>>
-
 收购三星平板电脑显示屏回收10寸京东方电容屏
¥200.0元/件
收购三星平板电脑显示屏回收10寸京东方电容屏
¥200.0元/件
-
 荣耀x6平板电脑显示屏回收10寸电容屏天马屏
¥500.0元/个
荣耀x6平板电脑显示屏回收10寸电容屏天马屏
¥500.0元/个
-
回收平板电脑显示屏中柏酷比魔方10寸电容屏群创屏
¥300.0元/个
-
回收平板电脑显示屏华为10寸电容屏京东方屏
¥500.0元/个
-
收购平板电脑显示屏联想10寸电容屏京东方屏
¥300.0元/件